


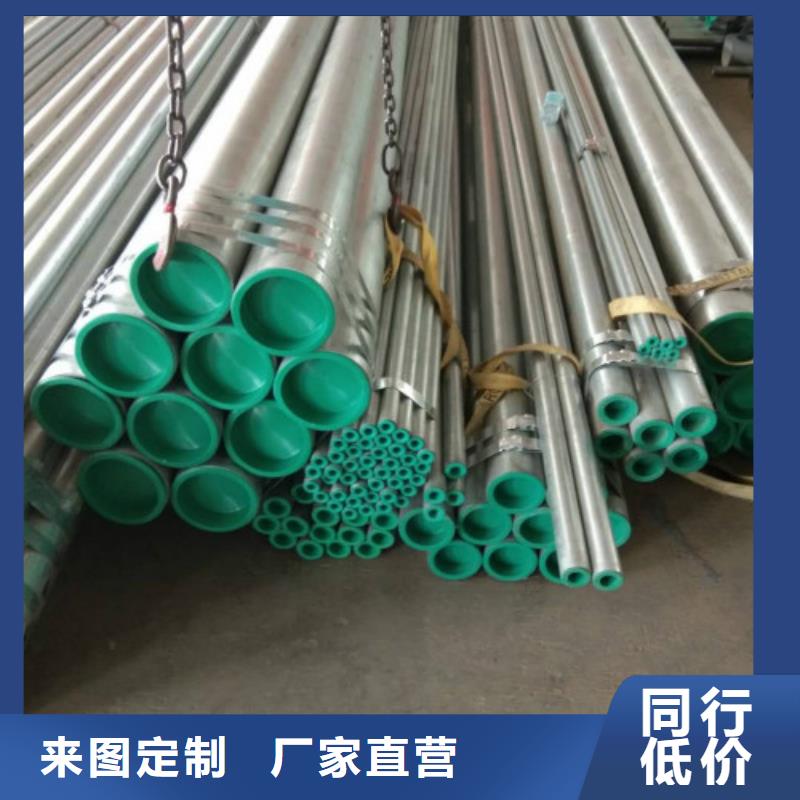





钢塑复合管结构
钢塑复合管结构
常说的钢塑复合压力管,这种管材中间层为高碳钢带通过卷曲成型对接焊接而成的钢带层,内外层均为高密度聚乙烯(HDPE)。这种管材中间层为钢带,所以管材承压性能非常好,不同于铝带承压不高,管材 口径只能做到63mm,钢塑管的 口径可以做到200mm,甚至更大;由于管材中间层的钢带是密闭的,所以这种钢塑管同时具有阻氧作用,可直接用于直饮水工程,而其内外层又是塑料材质,具有非常好的耐腐蚀性。如此优良的性能,使得钢塑复合管的用途非常广泛,石油、天然气输送,工矿用管,饮水管,排水管等等各种领域均可以见到这种管的身影。
性质
钢带增强钢塑复合管的生产工艺比较复杂。钢带不同于铝带,它几乎没有柔韧性,所以,钢带的成型工艺要求非常高。其次,钢带通常也比铝带较厚,不能采用搭接焊工艺焊接,只能采用精度要求极高的对接焊工艺。 ,即使将钢带加工成完全符合要求的钢管,采用什么样的工艺才能让钢带与PE完美结合,又成为钢塑复合管制造的又一难题。 建设部在2003推出了CJ/T183-2003《钢塑复合压力管标准》(2008年再次修订为CJ/T183-2008标准)。
尽管钢带增强钢塑复合管有着其它管材无法比拟的优势,但它的生产工艺的复杂性和对高精尖技术的要求,使得许多管材厂家望而却步,于是,就有了无缝钢管增强钢塑复合管,孔网钢带钢塑复合管以及钢丝网骨架钢塑复合管这几类管材的出现。
执行标准编辑



万弗莱钢有限公司拥有年轻而又富有活力的 澳门螺旋设计、生产、销售、售后团队300人,我们重视培养 澳门螺旋精英。公司选用了各种优质进口原材料,配合高科技设备,充分运用高新技术成果,在设计和制作的过程中时刻把握 澳门螺旋质量,真正体现了倾情设计,精心打造,使每一件 澳门螺旋的优势及使用功能都发挥到致j i!



其性能是在现代科技的基础上应运而生。目前钢塑管在人们的建筑中的应用非常广泛,特别是一些大型的建筑工程。因此在施工的前期就应该对所采购的产品进行检查和检测,在这基础上正确的安装方法也是延长产品使用寿命的重要的因素之一。下面就介绍几种塑钢产品的正确的安装方法和方式。在施工安装前必须检查涂塑钢管管端和配件插座破解,沟槽,污垢和磨损。因为涂塑钢管到底是不完善的,它可以减少暴露好材料。 丢弃损坏的拟合。这是一个很好的主意,购买由同一制造商的管材和管件。 如果不是这种情况下,测试适合他们。管道应进入接头,但遇阻部分英寸倒挂,管道不应脱落。表面处理可以提高涂膜对管子的附着力和涂膜的耐久性。表面处理一般可分为两大类,一种是机械处理,包括喷砂喷丸、砂纸打磨、钢刷子刷等几种,主要去除管子上的毛刺、铁锈、棱角等;另一种是化学处理,包括洗涤剂除油、碱除油、磷酸盐处理、酸除锈、化学氧化处理等,用于除去管子表面的油污及铁锈。



管段试件长度约为1000 mm,用电火花检漏仪对钢管涂层在规定试验电压下进行检查,涂层厚度不大于0.4mm,试验电压为1500 V,涂层厚度大于0.4 mm,试验电压为2000 V。检查有无电火花产生,试验结果应符合5.5的规定。
附着力试验
附着力试验按CJ/T 120-2008中7.4.2进行,试验结果应符合5.6的规定。
弯曲试验
DN≤50mm的涂覆钢管进行弯曲试验。管段试件长度为(1200±100) mm。
在温度为(20±5) ℃的环境下,以钢管公称通径的8倍为曲率半径,弯曲角度为30o,在弯管机或模具上进行弯曲。弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。
试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合5.7的规定。
压扁试验
DN>50 mm的涂覆钢管进行压扁试验。管段试件尺寸长为(50±10) mm。
在温度为(20±5) ℃的环境下,如图1所示,将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁时涂覆钢管焊缝垂直于载荷施加方向。试验后,检查内涂层,试验结果应符合5.8的规定。
压扁试验
冲击试验
从涂覆钢管的任意位置切取长约100 mm的试样,在温度为(20±5) ℃的环境下,如图2所示,按表2的规定进行冲击试验,观察内涂层的损坏情况。试验时,焊缝应在冲击面相反的方向,试验结果应符合5.9的规定。
表2 冲击试验条件
公称通径 DN
mm锤重,kg落下高度,mm
15~251.0300
32~502.1500
65
80~3006.31000
冲击试验装置
真空试验
管段试件长度为(500±50) mm,使用适当的措施堵住管道进出口,从进口逐渐增加负压至660 mm汞柱,保持1 min,试验后检查内涂层,试验结果应符合5.10的规定。
高温试验
管段试件长度为(100±10) mm,将试件放置在恒温箱中,升温至(300±5) ℃,并恒温1 h,然后取出自然冷至常温。试验后,取出试件并检查内涂层(允许外观颜色变深、发暗现象),试验结果应符合5.11的规定。





