




不要犹豫,点击播放我们的数控等离子切割机-数控光纤激光切割机资质认证产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:数控等离子切割机-数控光纤激光切割机资质认证的图文介绍

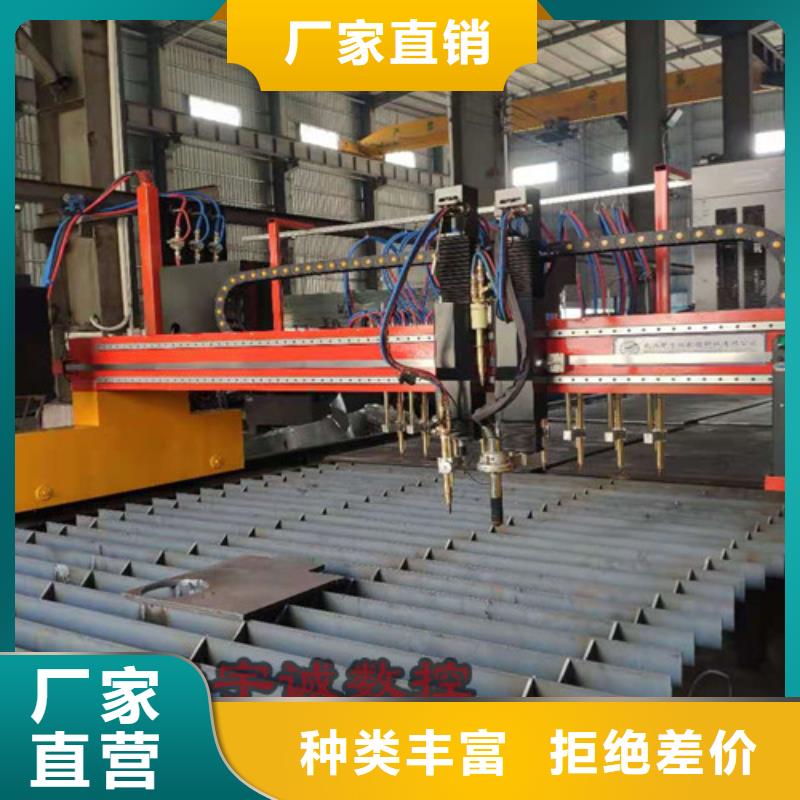
数控等离子切割机切割速度和电源之间的关系我们都知道目前市场上的数控火焰切割机的切割厚度范围为6-200mm,而数控等离子切割机的切割厚度去取决于与之相匹配的等离子电源的大小。因此我们可以将数控等离子切割机的速度与等离子电源选择直接挂钩,或者换个角度来理解就是,如果企业希望提高数控等离子切割机的生产加工效率,更换等离子电源将是为经济和直接的手段。数控等离子切割机速度和电源之间的关系表现在以下几三个个方面:1、等离子切割机的型号,此型号一般为等离子切割机输出电流大小,例如40A、60A、100A、200A等。根据机型功率的大小不同,选择的切割电流大小不同,切割速度也不尽相同,以上你给出的数据没有说明你选的是什么品牌及型号的等离子切割机,所以无法给出详细的数据;2、切割工件的材质不同,根据不同的切割材质,切割速度也不同,常见的切割材料:碳钢、不锈钢切割速度较快、铸铁稍慢、其次是铝、慢的是铜,因为铜和铝比较难切,切割速度比前两种要慢得多,而且同等功率的等离子切割铜和铝材时切割厚度比不锈钢、碳钢要小得多。3、切割现场输入电压的大小,一般工厂电源电压为交流380V,但由于各工厂现场的情况不同,一般电压在365V到410V之间波动(当然甚至有的地方相差更大),因此输入电压也是影响切割速度的一个因素。企业如果觉得数控等离子切割机的切割速度满足不了自己的需求时,多半是等离子电源出了问题。我们在选择数控等离子切割机时,一定要选择适合自己生产需要的等离子电源,否则就会出现事倍功半的现象。


数控切割机行业的发展与日俱增,不断的改善,不断的提高性能,都是为了能够更好的给生产型企业带来更率的作业。
传统的火焰切割方式已经被淘汰了,主要是由于它的切割板材类别单一,在实际生产应用中范围太狭隘,现在用的比较多的不锈钢、铝合金等材料,都不能被满足,所以等离子切割技术的发展变得十分重要。
数控等离子切割机从初的切铝、不锈钢等板材,到现在能够切割碳钢等,都见证了其技术发展的迅速,等离子切割具有很多优势,比如切割板材速度较快、切割条件也比较容易设定、自动化也设计合理、支持无人化作业。火焰切割相比来说,要用到燃气,并且切割过程需要人工多次调节火焰参数大小,切割速度也比较慢,预热时间也会长一些,这样会一定程度上降低了生产效率,当然也不适合无人化生产。



华宇诚数控科技有限公司(保定分公司)是专业销售、生产(河北保定) 本地 光纤数控激光切割机于一体的综合性企业。公司秉承“诚信为本、客户至上”和“专人、专业、专心,做精、做细、做透”的经营理念,以金属流通为主业,以“优质、快捷、”为标准,服务客户,奉献社会,规模实力不断增强,品牌信誉日益。



数控等离子切割机电弧功率数控等离子切割机为了获得高压缩性的等离子弧切割电弧,切割喷嘴都采用了较小的喷嘴孔径、较长的孔道长度并加强了冷却效果,这样可以使得喷嘴有效断面内通过的电流增加,即电弧的功率密度加大。但同时压缩也使得电弧的功率损失加大,因此,实际用于切割的有效力量要要比电源输出的功率小,其损失率一般在25%~50%之间,有些方法如水压缩等离子弧切割的力量损失率会更大,在进行切割工艺参数设计或切割成本的经济核算时应该考虑这个问题。在工业中使用的金属板厚大多是在50mm以下,在这个厚度范围内用常规的等离子弧切割往往会形成上大下小的割口,而且割口的上边缘还会导致切口尺寸精度下降并增加后续加工量。当采用氧和氮气等离子弧切割碳钢、铝和不锈钢时,当板厚在10~25mm范围内时,通常是材料越厚,端边的垂直度越好,其切割棱边的角度误差在1度~4度。当板厚小于1mm,随板厚的减小,切口角度误差从3°~4°增加到15°~25°。一般认为,这种现象的产生原因是由于等离子射流在割口面上的热输入不平衡所致,即在割口的上部等离子弧力量的释放多于下部。这个力量释放的不平衡,与很多工艺参数密切相关,如等离子弧压缩程度、切割速度及喷嘴到工件的距离等。增加电弧的压缩程度可以使高温等离子射流延长,形成更为均匀的高温区域,同时加大射流的速度,可以减小切口上下的宽度差。然而,常规喷嘴的过度压缩往往会引起双弧现象,双弧不但会损耗电极和喷嘴,使切割过程无法进行,而且也会导致切口质量的下降。另外,过大的切割速度和过大的喷嘴高度都会引起切口上下宽度差的增加。(以上内容摘自国内百科网)


