


想一睹【弹簧钢板65Mn】_弹簧钢板源头厂家经验丰富产品的真实风采吗?我们的现场实拍视频将带您亲临现场,感受产品的卓越品质和创新设计,不容错过!
以下是:【弹簧钢板65Mn】_弹簧钢板源头厂家经验丰富的图文介绍

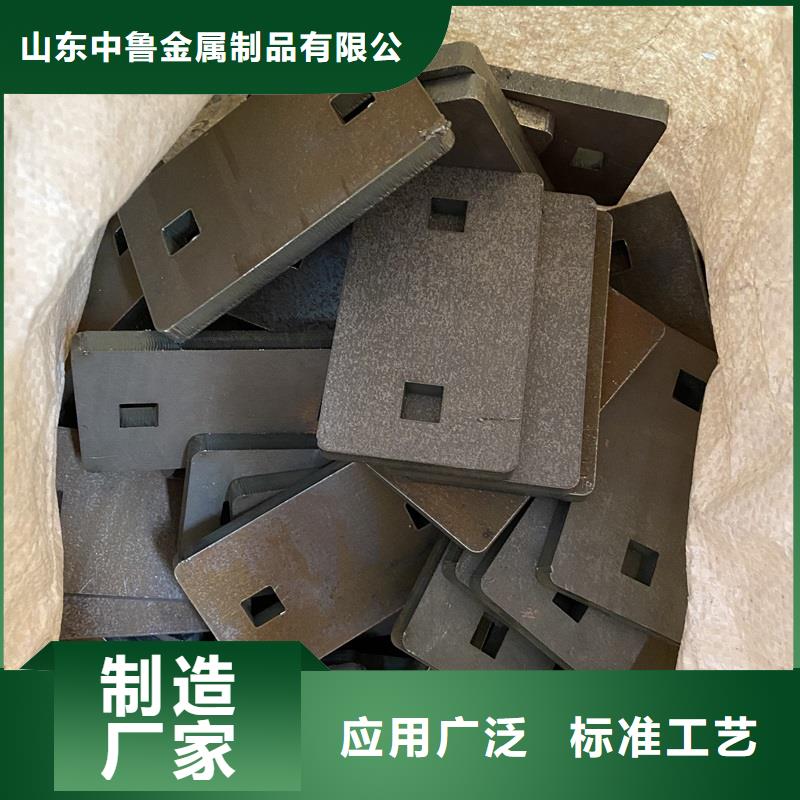
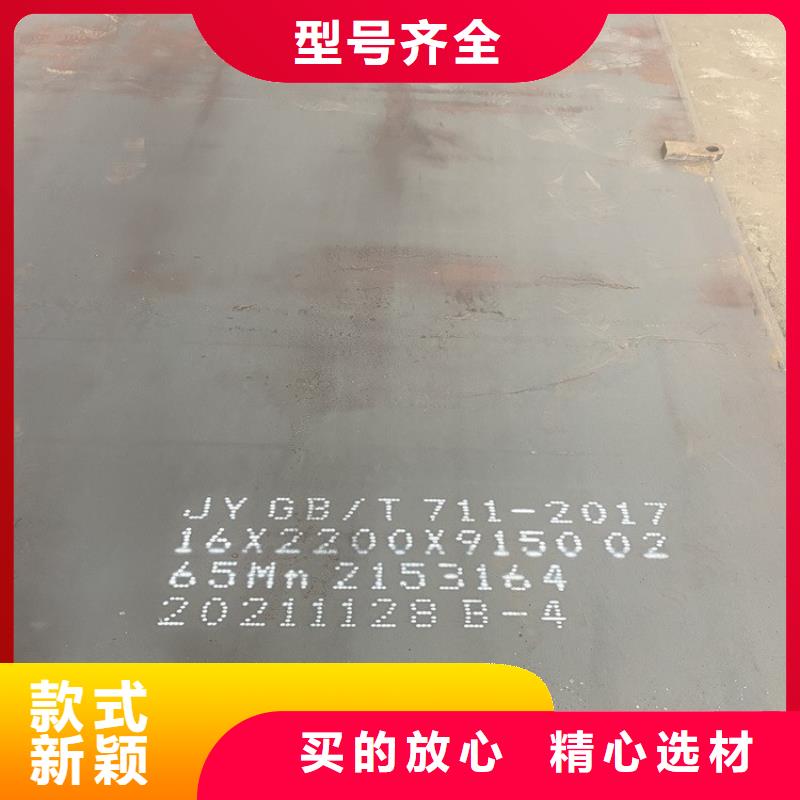
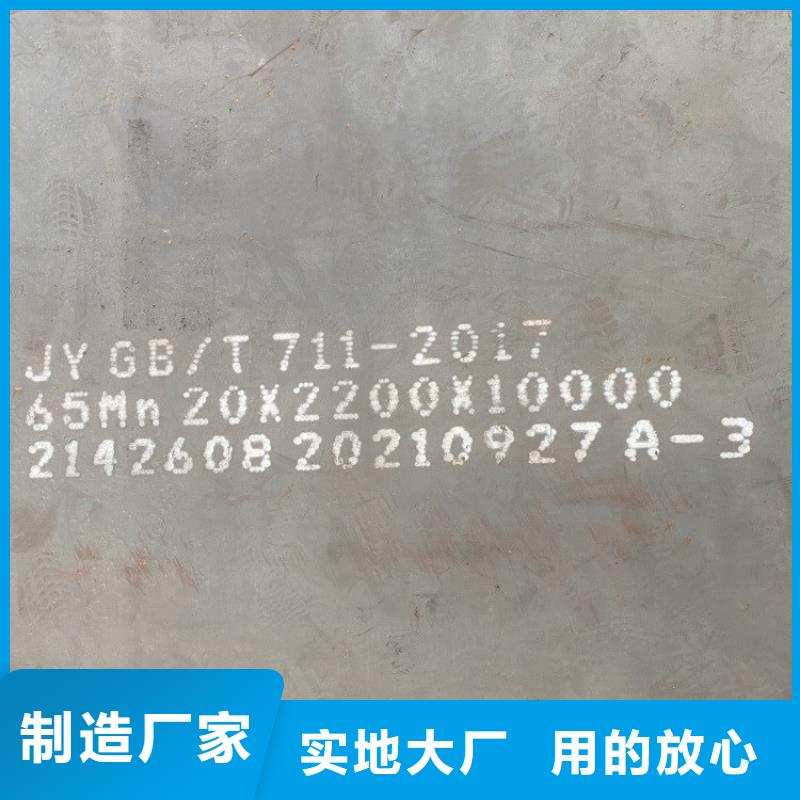
生产工艺 65Mn钢热轧板卷生产工艺流程为铁水预处理—210 t转炉冶炼--210 t LF炉精炼─板坯连铸-一加热炉加热—1580热连轧机( R1、R2粗轧+7机架精轧)轧制─卷取。 转炉冶炼 转炉冶炼65Mn钢时要求严格控制钢中磷和硫等有害元素的含量以及夹杂物的数量、大小和分布。 转炉冶炼采用低拉增碳法操作,但需确保终点碳控制为0.10% ~0.14%;出钢过程在钢包中加入硅铁和铝钙等强脱氧剂进行预脱氧,并控制渣厚不大于50 mm。 LF炉精炼全过程底吹氩气搅拌,精炼结束后喂硅钙线进行钙化处理,喂线后进行软吹,实现深脱硫和深脱氧。 板坯连铸 弹簧钢板65Mn 2-60MM厚现货齐全均可按需切割


弹簧钢板65Mn焊接接头试验由于65Mn钢具有过热倾向,因此焊接热影响区对接头的力学性能影响很大,直径0,所得接头由焊缝和热影响区组成,沿接头轴线测试从焊缝中心至母材各个区域的显微硬度,对于这种具有硬脆组织的接头,为了提高其韧性和塑性,降低其硬度,获得硬度、强度、塑性和韧性的适当配合,必须对焊接接头进行适当的回火处理。将线材接焊机正极,钨极接负极,分别将电流调至20A,15A,10A,8A进行焊接,试验发现,当焊接电流为20A时,电弧燃烧剧烈,接头处金属飞溅严重,焊点塌陷严重,当电流调至15A时,电弧燃烧较平稳,熔池飞溅少,但焊缝仍有塌陷,图2为焊接电流10A时,用数码相机在LeicaMZ6型体视显微镜下拍下的焊接接头形状。



专业源于专注,十多年来我们只做 江苏常州猛板猛板,除了拥有完善的自主研发系统,还建立了专业的 江苏常州猛板猛板生产品质管控体系,在 江苏常州猛板猛板领域取得了众多客户的信任和支持,是值得信赖的 江苏常州猛板猛板定制厂家。




