




观看我们的产品视频,就像打开了一扇通往滚压管航磨管实拍展现产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:滚压管航磨管实拍展现的图文介绍

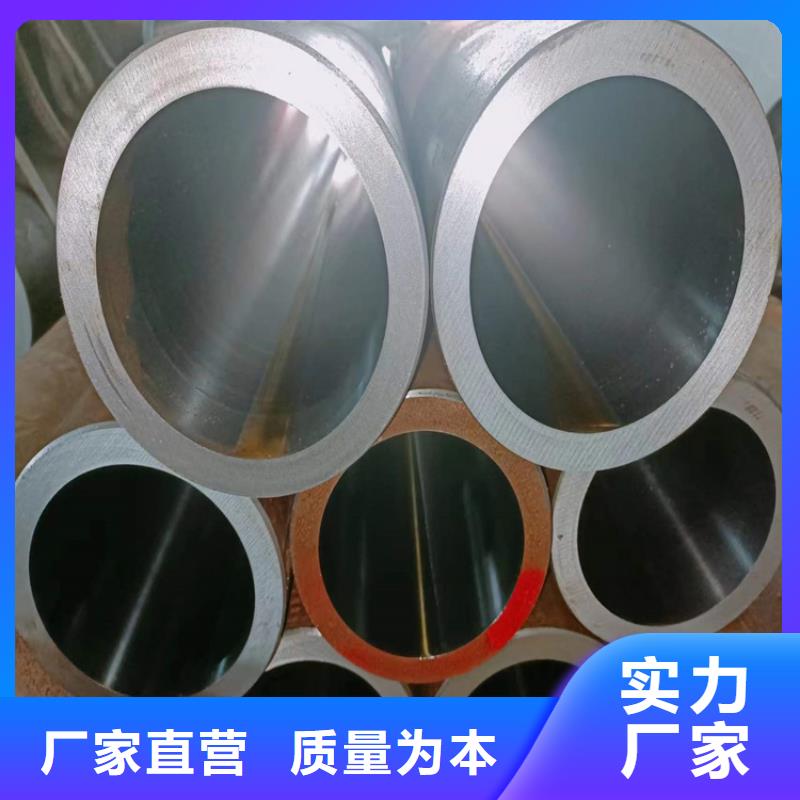
甘肃珩磨管油缸管绗磨管滚压是一种无切削的塑性加工方法。滚光管的表面硬度比珩磨管高,增加了使用寿命。滚光管加工时间大大的缩短了,批量生产更加快捷。滚光管比珩磨管的直线度和精度大大的提高了。
为什么大口径厚壁绗磨管的同心度都没有那么的理想?大口径厚壁绗磨管精密钢管的成品都会有偏心厚度不均匀的问题 但是是怎么产生的呢?很多人都没有搞明白,今天 我们就来讲讲 冷拔钢管 冷轧钢管 热轧钢管等 无缝缝钢管的偏心是怎么产生的,为什么大口径厚壁绗磨管的同心度都没有那么的理想?滚压管


甘肃珩磨管油缸管绗磨管很多钢管的偏心都是这个时候产生的,所以严格控制这穿孔环节 十分重要。精轧钢管 冷拔钢管 由于穿孔的原因 也会产生偏心问题:任何破坏由轧辊、顶头、导板三者形成的变形区几何形状正确性的因素,都将使毛管壁厚不均加剧。(1)顶头。①顶头的形状设计,理想的顶头辗轧锥应与轧辊出口锥平行,如果按照传统的马特维也夫公式设计顶头,其顶头的辗轧锥与轧辊的出口锥是不平行的,金属在这样一个逐渐扩大的间隙内变形,势必造成管壁辗轧不充分而导致毛管壁厚不均,而且,随送进角的增大毛管壁厚不均更加严重;②由于顶杆的刚度不够,在穿孔过程中产生弯曲,使顶头不能保持对中位置,从而使穿出的毛管壁厚不均;(2)导板。①导板距过大,在穿孔过程中是依靠导板的限制作用来保持穿孔中心线的,导板距大,顶头在上下位置变化大,使顶头不稳定,导致毛管壁厚不均。②上、下导板的不均匀磨损也会加剧壁厚不均程度。(3)轧辊。
①轧辊中心线偏斜:在生产过程中,由于穿孔机两侧压下螺丝安装不正确,或由于螺纹和轴承磨损而使两辊间轴向发生水平偏斜,两个轧辊的送进角不一致使变形区发生畸变而导致壁厚不均。
滚压管



安达液压机械有限公司主要生产: 甘肃精密绗磨管。公司本着“客户至上”的理念,全力为 甘肃精密绗磨管行业提供更优质的产品,更贴心的服务。公司不断从客户的切身利益出发,站在客户的角度,设身处地的为客户考虑,并结合以自身的专业知识,为客户设计出更合理的工艺品。同时,我们拥有实践经验丰富、高素质的设计、制造、安装队伍,能按客户所需,结合客户的实际情况,制造生产客户需要的产品。精心的设计、精湛的制造、精细的施工、的服务以及牧阳长期秉持的“让我们共同前进”的理念让本公司赢得了用户的长期认可和良好的社会信誉。


甘肃珩磨管油缸管绗磨管钢材不同,珩磨管淬火裂纹发生的几率也不同。一般说,钢材含碳量越高或Cr、Mo含量越高,越容易发生淬裂。下图表示水淬时淬裂倾向与钢的化学成分的关系。图中所示指数的负值越高,即为淬裂倾向越大。由于各种钢材的淬裂倾向不同,在设计零件时应根据性能要求,根据淬透性和脆硬性,从工艺和经济等角度综合分析和选择钢材。化学成分与淬裂的关系(水淬)3.2 珩磨管淬火零部件 机械零件的设计往往主要考虑材料的力学性能而忽略热处理工艺性能。有些零件从材料强度上看可能很合理,但从热处理工艺角度分析,其形状尺寸可能是不适当的。为了防止零件在珩磨管淬火急冷中开裂,应设法使其均热均冷,均缩均胀。为此,在零件设计中要注意两点:(1)断面要均匀;(2)没有缺口效应。良好的设计要求截面厚度均匀、形状对称、平滑过渡和加开工艺孔。对于形状复杂、尺寸较大(大于400mm)的大型凹模及薄而长的凸模,应采用分离镶拼结构,变繁为简,化大为小,变模具内表面为外表面,既便于冷热加工,又可以有效降低淬裂倾向,提高产品合格率。滚压管
