



想要更直观地了解镀锌管ND钢板严选用料产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
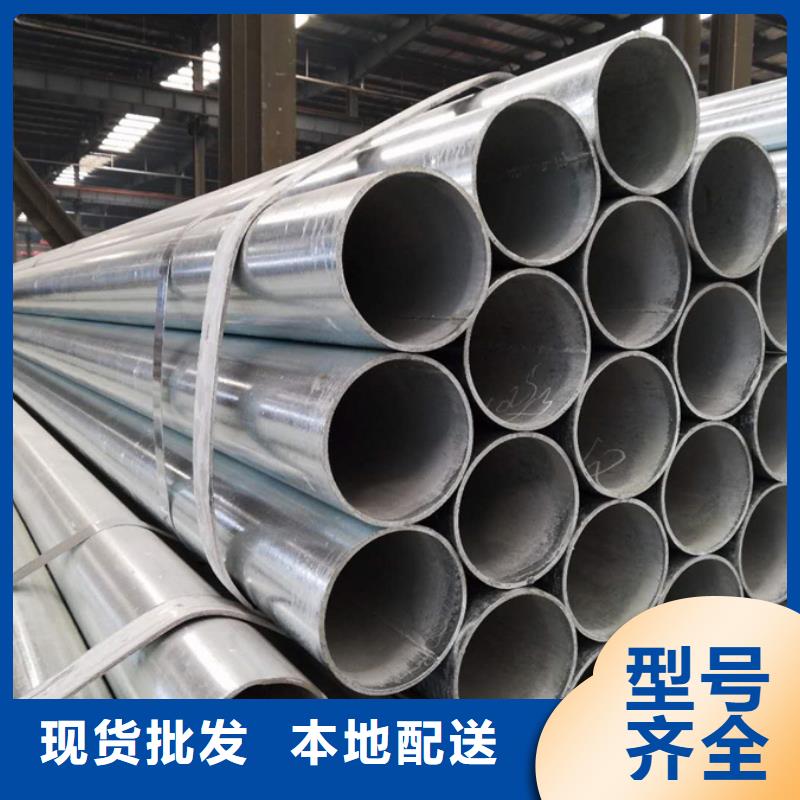
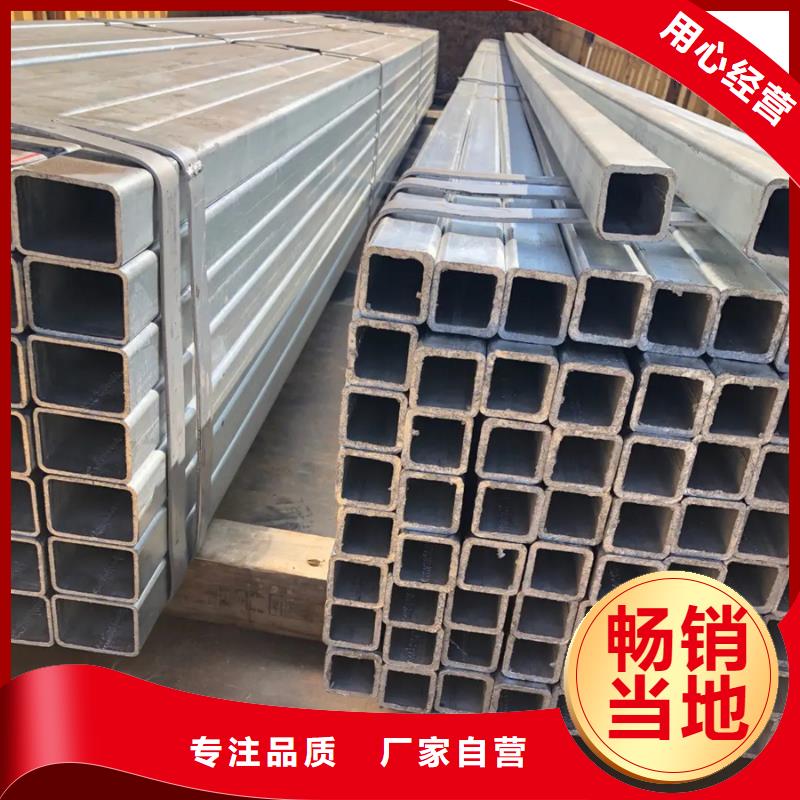
以下是:镀锌管ND钢板严选用料的图文介绍
苏沪金属制品(海北市分公司)秉承“科技的光芒源于人性设计,创精的品牌源于产品品质”的经营理念。以卓越的品质,周到的服务和更具竟争力的价格,为社会,为客户提供 NDH型钢产品的解决方案,并愿与所有关心创精、信赖创精的朋友一起,携手共创辉煌明天。



由于深海前沿地区剩余的大型油气田的开发和设计,创造了新的推动力,新的设备和管道布线技术也将再次进行。 镀锌方管自动化焊接技术分析镀锌方管的主要工业生产在海边管道层面。 这种超级技术的一个突出例子是水下管道的电焊问题。 某公司扩大了水下电焊舱的使用,将更换的管道连接起来,或者“用延中管热插进一根大口径钢管,电焊工作就是在套管内驱动冷水的自然环境” 镀锌管在电焊表面保持稀有气体,以获得良好的焊接效果。本公司现采用一种钨极气体保护焊和氩弧焊在主根部。焊接泥浆实用为满足项目附加质量要求而投入运营,该企业还将其SPLIGE III资金投入使用,这是第三代水下焊接舱,可用于海底输油管道的连接和维修, 进行干气超标气压焊接,大口径钢管总直径可达36英寸以上,混凝土外5英寸以上,管道深度可达1000英寸。



华尔钢热镀锌管物理变形规范,由于工程项目的需要,镀锌无缝管对电焊的焊接质量要求很高。先从外焊入手,可以保证镀锌无缝管电焊的熔透性和镀锌无缝管焊接的美观和水平。以及镀锌无缝管焊接的直线直线度。镀锌无缝管两侧自动埋弧焊机在镀锌无缝管领域称为内焊。镀锌无缝管的内焊是镀锌无缝管电焊的重中之重。原因在于它不仅电焊难度高,而且对焊接的要求也很高。镀锌无缝管焊接的探伤水平可以看这里。镀锌无缝管工作时,电流大,穿透深,不方便人眼观察。经验丰富的内部组长可以从镀锌无缝管工业电视上调整焊接电焊轨,在内焊时从外焊点的网络热点调整内焊速度。 热镀锌管焊接前,主要是对镀锌无缝管进行加热,控温30分钟后开始焊接。 焊接加热、固层温度和热处理过程由热处理过程温控柜自动控制,采用远红外履带式热处理炉片,全自动设置曲线和描述曲线,热电阻测温。 加热时热阻测量点之间的距离为距焊缝边界15mm-20mm。为了更好地防止镀锌无缝管焊接变形,每根立柱接头由两人对称焊接,焊接方向由中间向两侧焊接。


热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。



镀锌管件调质后,视角仍然偏高,二次淬火测量需要提高20~50℃。否则,视角将难以上升。镀锌方管件经过超低温淬火后,简单的设计已经被油冻住了,而且很容易被水冻住。方法是避免反映其三种淬火延展性。对于淬火和快速冷却后的工件,在不需要时应进行去应力处理。 反映调质工件的质量,操作人员的水平是关键因素,调质前的设备、材料、生产加工等多方面原因。 我们认为,工件从热处理炉迁移到冷冻罐正在进行快速湍流,工件进水量的测量已经下降到Ar3零边界点以下,导致产生所有人员,工件丢失 热处理结构不完整,满足无视角要求。由于整个机械冰冻液的独特开发,各大手游大作都会以冷时为主。装炉工件数量要合理,以1~2层为宜。工件的重叠会导致加热不均匀,导致视角不均匀。工件应放置在离水一定距离的位置,工件应靠近水汽膜进行分解,导致工件的面对面视角降低。

