
产品详细介绍
以下是:广西省河池市精密无缝钢管,20CR精密管定制定做的产品参数
导读 【龙丽】为您提供天峨精拉光亮管、宜州45号精密钢管、贵港20号精密钢管、南宁精密光亮钢管等多元产品与服务。精密无缝钢管,20CR精密管定制定做,龙丽金属材料(河池市分公司)专业从事精密无缝钢管,20CR精密管定制定做,联系人:王立勇,电话:【0527-88266888】、【0527-88266888】,以下是精密无缝钢管,20CR精密管定制定做的详细页面。 广西壮族自治区,河池市 河池市,简称“河”,广西壮族自治区辖地级市,地处广西北部、云贵高原南麓,境内地形多样,结构复杂,地势西北高东南低,属亚热带季风气候,总面积3.35万平方千米。截至2022年3月,全市辖2个区、9个县。截至2022年末,全市常住人口340.96万人。
精密无缝钢管,20CR精密管定制定做产品视频展示,生动直观,助您了解产品优势,为购买决策增添信心。
以下是:广西河池精密无缝钢管,20CR精密管定制定做的图文介绍

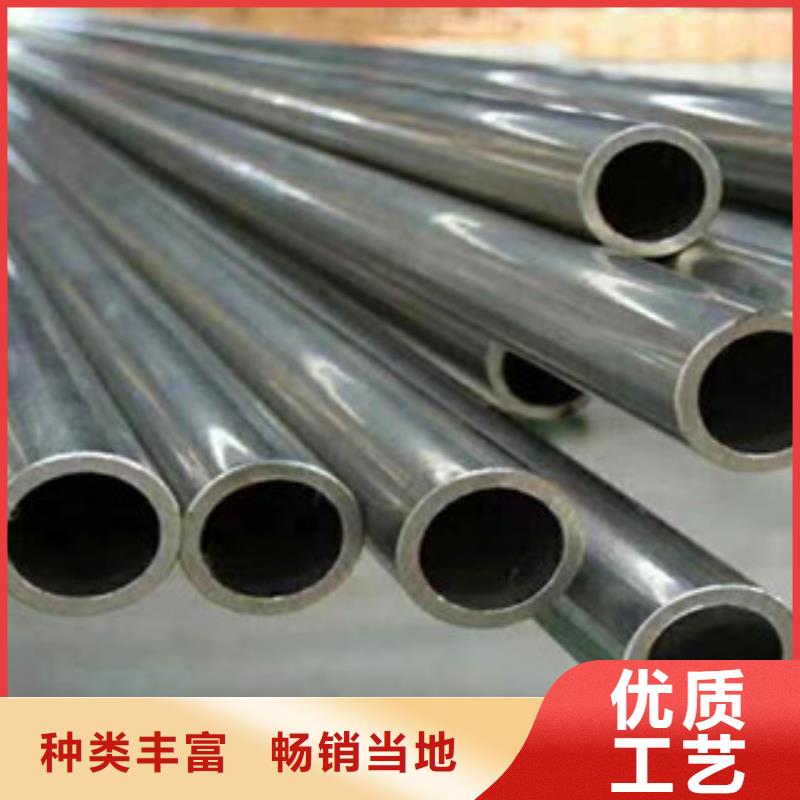
精拉无缝钢管
龙丽金属材料(河池市分公司)


精拉无缝钢管的详细介绍
精选货源价格地道

龙丽金属材料(河池市分公司)坐落于东昌府区开发区蒋官屯街道办事处前屯工业园,是一个集科研、制造、销售于一体的现代型企业。公司拥有一支经验丰富的高素质研发队伍,公司本着“勤奋务实、自主创新”的企业精神,全心致力于 精拉无缝钢管的研发与制造。公司现有产品: 精拉无缝钢管。面对未来,我们有充足的信心开拓更广阔的发展空间,在充满挑战的市场竞争形势下,我们坚持自主创新,不断优化企业内部管理,为国内外客户提供输送方案和产品。



衬塑精密钢管技术性能与特点:
1、由表面经镀锌和烤漆双层防腐处理的精密钢管与塑料管经过缩径、粘接等特殊工艺复合而成。
2、强度高;系统工作压力≤2.0Mpa;冷水管工作温度0℃-+55℃,热水管工作温度0℃-+75℃,线膨胀系数为2.5×10-5/℃。
3、清洁、卫生,各项性能指标均达到《生活饮用水输配水设备及防护材料卫生评价规范》的要求。
4、内壁光滑,不锈蚀,不结垢,无通径损失。
5、采用丝扣连接、沟槽管件连接、法兰连接,管件内表面搪瓷处理,安装可靠,维护方便。
6、从DN15——DN300各规格品种齐全。用途:建筑给水、中水系统;热水、空调循环水、采暖系统;消防喷淋系统;工业用水、设备循环水系统等。




龙丽金属材料(河池市分公司)
龙丽金属材料(河池市分公司)致力于 精拉无缝钢管的研发,生产及销售服务,公司主营 精拉无缝钢管等。公司汇集了的专业技术人才和销售团队,为终端客户提供技术咨询与合作。公司坚持:顾客至上,诚信经营“的宗旨,把产品质量视为企业的生命,不断研发新的产品,使产品质量不断提高的同时为客户降低成本,提高客户产品的竞争力。公司愿与国内外新老朋友携手合作,建立稳定的伙伴关系,共创价值,共创美好的未来!

总结 精密无缝钢管,20CR精密管定制定做_龙丽金属材料(河池市分公司),固定电话:【0527-88266888】,移动电话:【0527-88266888】,联系人:王立勇,东昌府区开发区蒋官屯街道办事处前屯工业园。