

想要知道螺旋管流体管产品实拍产品如何?看视频就知道!看视频,选产品更明智!
以下是:螺旋管流体管产品实拍的图文介绍


螺旋焊管生产厂家应持有 颁发的工业产品生产许可证。许可证制度要求螺旋焊管的生产厂家首先应通过 认定的权威检定机构的审查考核,具备相应的生产手段、检验设备,质量保证体系运行良好有效,产品应符合 标准的等级和质量规范的要求,经 工业产品生产许可证办公室确认后发证。所以螺旋焊管生产厂家均有较为完善的质量保证体系和质量控制的运作程序。直缝焊管生产厂家没有工业产品生产许可证的要求。由于热轧卷板的材质技术性能和生产技术工艺要求较高,故一方面国内符合标准的生产厂家比钢板生产厂家要少,另一方面其生产工艺和品质等级决定其市场价位亦高于热轧钢板。这是螺旋焊管的市场售价高于直缝焊管的主要原因。对于钢管销售价格的组成,材料价格是主导甚至是决定性因素。
认真考察螺旋焊管与直缝焊管的价格差异,螺旋焊管的价位略高于直缝焊管是由于生产主材的价格差异所致。然而钢管制作仅只是项目工程的一部份,若考虑到工程整体质量、项目综合造价等因素,螺旋焊管仍具有整体优势。



标准及分类:螺旋管的常用标准一般分为:SY/T5037-2000(部标、也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-1997(国标、也叫石油天然气工业输送钢管交货技术条件 部分:A级钢管(要求严格的有GB/T9711.2 B级钢管))、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、SY/T5040-92(桩用螺旋缝埋弧焊钢管)。
分类:承压流体输送用螺旋缝埋弧焊管主要用于输送石油、天然气的管线,钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
分类:承压流体输送用螺旋缝埋弧焊管主要用于输送石油、天然气的管线,钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。



在当前国内外 Q355E无缝钢管激烈的市场竞争中,钢兴钢管 (黑河市分公司)本着“诚信为本、客户至上、精益就精、质量优先”的立业宗旨,一如既往地提高现有 Q355E无缝钢管产品质量,不断努力提高现有 Q355E无缝钢管产品质量,不断努力研究开发适用于客户要求的 Q355E无缝钢管产品,完善售后服务,保证用户运行而无后顾之忧。愿与各界朋友精诚合作,共谋发展!



螺旋焊管的生产是基本上在同一工况条件下稳定的连续流程:而直缝焊管制作工序是分段的,包括整板/压头/预卷/点焊/焊接/精整/组对等多道工序过程。这是螺旋焊管生产区别于直缝焊管生产的重要特征。
稳定的生产工况非常便于焊接质量的控制和几何尺寸的保证。由于螺旋焊管管型规整、焊缝均匀分布,相对于直缝焊管,螺旋钢管有非常好的管口椭圆度和端面垂直度,保证了现场钢管焊接组对时的组对精度。
对输送介质流动特性的影响?
输送管线中的压降和管子的长度、流体粘滞系数、流体速度、流体阻力系数都成正比,而和管子的内径成反比。而流体阻力系数既与雷诺数有关,又与管子内壁表面的粗糙度有关。经测定,管子内壁表面的粗糙度所起的影响要比局部隆起的面积(如螺旋形的焊缝或纵长的焊缝、甚至包括内环形焊缝)所起的影响大十倍。
稳定的生产工况非常便于焊接质量的控制和几何尺寸的保证。由于螺旋焊管管型规整、焊缝均匀分布,相对于直缝焊管,螺旋钢管有非常好的管口椭圆度和端面垂直度,保证了现场钢管焊接组对时的组对精度。
对输送介质流动特性的影响?
输送管线中的压降和管子的长度、流体粘滞系数、流体速度、流体阻力系数都成正比,而和管子的内径成反比。而流体阻力系数既与雷诺数有关,又与管子内壁表面的粗糙度有关。经测定,管子内壁表面的粗糙度所起的影响要比局部隆起的面积(如螺旋形的焊缝或纵长的焊缝、甚至包括内环形焊缝)所起的影响大十倍。



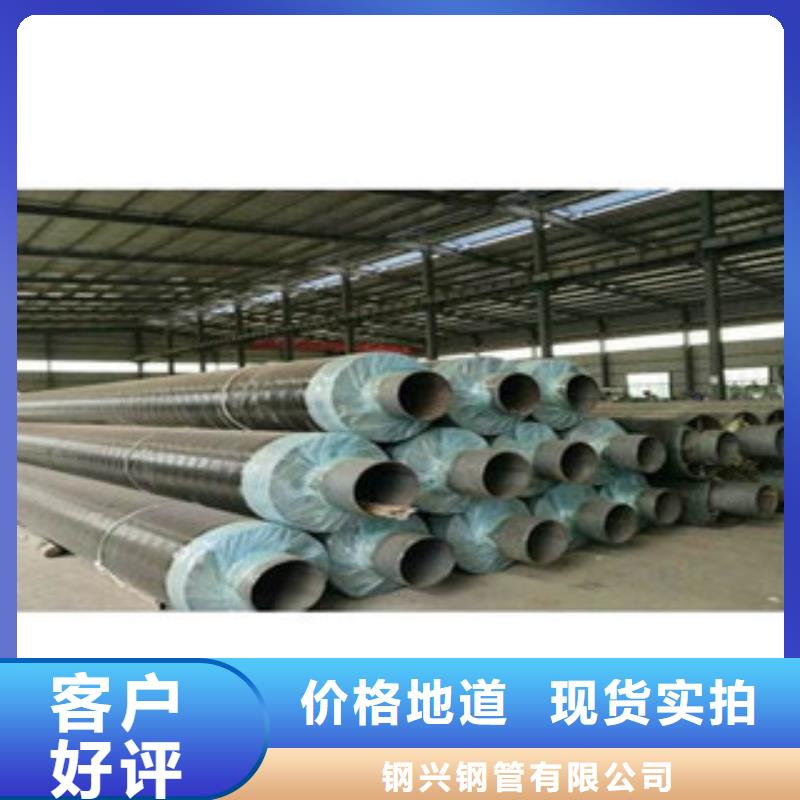
检验工艺:原材料检验、校平检验、对接焊检验、成型检验、内焊检验、外焊检验、切管检验、超声波检验、坡口检验、外形尺寸检验、X射线检验、水压试验、终检验为保证产品质量,我们制定了完善的质量计划,现场工作程序及检验、试验计划。防腐:本项目的防腐要求与国内其它项目相比有较大不同,其主要区别在于:内防腐材料国内一般采用水泥砂浆,本项目采用环氧涂料(厚度0.4mm)。
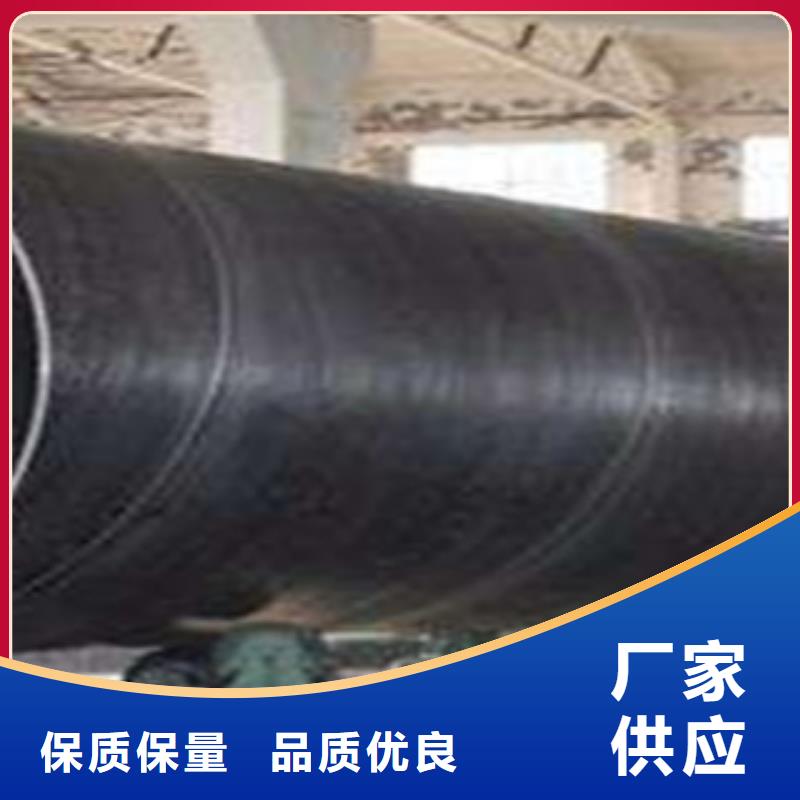
外防腐涂层电火花试验电压国内一般为3000伏, 不超过5000伏,本项目为10千伏。防腐螺旋焊管:针对以上要求,我们着重抓好以下二方面的工作:严格打砂工作程序以保证除锈质量,并在1小时内完成内外底漆的喷涂,这是保证防腐质量的根本。在制定防腐工艺时我们特别要求玻璃丝布首先浸透环氧煤沥青涂剂,半机械滚缠,并对玻璃丝布由人工用滚筒推平的方法操作,以保证外涂层的均匀细密。内外防腐的管子,放在露天堆场达4个月检验,内涂层没有黄色麻点等不良现象,外防腐层电火花试验仍可达10千伏的要求。
外防腐涂层电火花试验电压国内一般为3000伏, 不超过5000伏,本项目为10千伏。防腐螺旋焊管:针对以上要求,我们着重抓好以下二方面的工作:严格打砂工作程序以保证除锈质量,并在1小时内完成内外底漆的喷涂,这是保证防腐质量的根本。在制定防腐工艺时我们特别要求玻璃丝布首先浸透环氧煤沥青涂剂,半机械滚缠,并对玻璃丝布由人工用滚筒推平的方法操作,以保证外涂层的均匀细密。内外防腐的管子,放在露天堆场达4个月检验,内涂层没有黄色麻点等不良现象,外防腐层电火花试验仍可达10千伏的要求。

