

球墨铸铁管球墨铸铁井盖厂家直营的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。
以下是:球墨铸铁管球墨铸铁井盖厂家直营的图文介绍


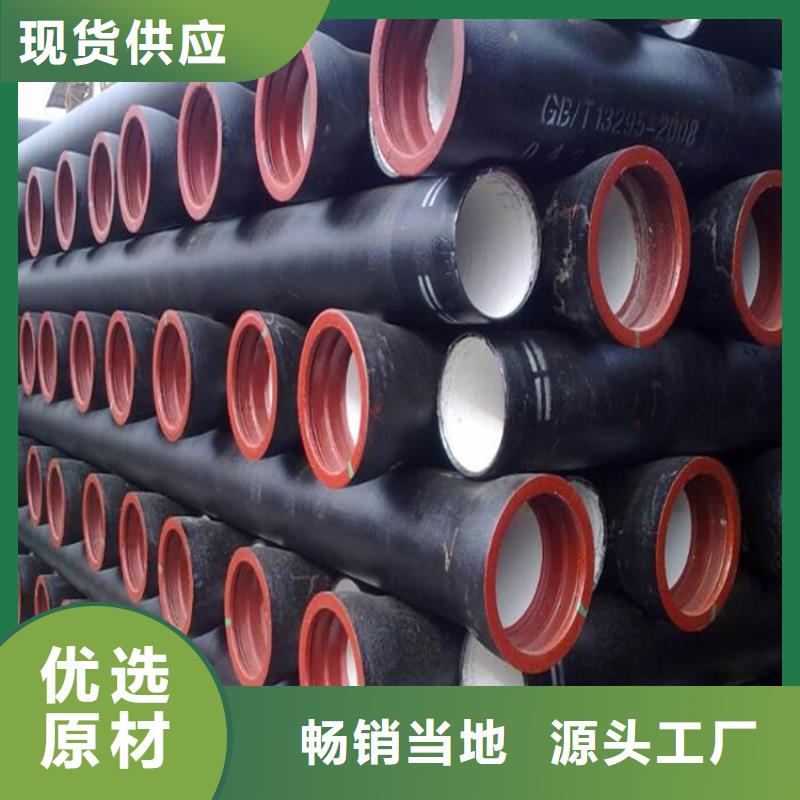
河南规范管模使用制度,减少球墨铸铁管的气孔和针孔发生。 针对管模内壁打点偏稀的问题,要求打点工在进行管模维修打点时,降低管模打点机打点杆的进给速度,使打出的麻点稠密、均匀;对于管模内壁打点过浅,要求在进行管模维修打点时,提高风压(0.7-0.75MPa),磨好打点头,保证麻点深度适宜。 对于内表面有油脂和杂物的球墨铸铁管管模,特别是新使用的管模,使用前,必须管模表面的油脂和杂物。对于有龟裂纹的管模,轻微的,使用时适当增大模粉的加入量;龟裂纹严重的,必须及时更换管模。 离心球墨铸铁管质量缺陷主要有:重皮、气孔与针孔、夹渣夹杂、渗漏、水压打爆等。 重皮、气孔与针孔和夹渣夹杂质量缺陷总共占百分之七十多,可见上述三种质量缺陷是导致球墨铸铁管综合合格率低的主要原因。 河南对离心机生产情况进行检查发现,在使用过的管模中,有些新使用的管模内壁粘附油脂和杂物不到位,有些旧管模存在龟裂纹,内壁打点稀、浅。根据生产工艺的要求,新使用的管模必须干净内壁的粘附油脂和杂物,管模内壁的打点要均匀、深度不超过0.3至0.5mm。 生产工艺要求铁水在感应电炉内高温时间不得超过30分钟,DN100—1000mm管子的浇注温度为1380—1500℃。对铁水质量调查发现,铁水在感应电炉内高温时间过长,超过30min,浇注温度也有时偏高,有时偏低,不符合生产工艺要求。另外,流槽与管模间距离过大、流槽出铁口弯头形状不当、流槽出铁口距承口位置较远以及翻包量过大、管模转速过高也是导致拉管质量缺陷产生的重要原因。



博辉钢铁有限公司始终以质量求生存、以质量求信誉、以质量求发展、以质量求效益,我们深知 河南树脂井盖篦子产品质量的优劣对于一个企业的重要性,为此我们严格按照标准组织生产,从原材料进厂开始,对生产环节中各工序进行了质量跟踪把关,保证出厂的每件 河南树脂井盖篦子产品合格,通过管理评审、内部质量审核,过程控制以及采取纠正与措施的自我完善机制,促进企业质量管理体系不断完善,使企业质量保证能力不断加强, 河南树脂井盖篦子产品质量水平逐步提高,一年一个新台阶。



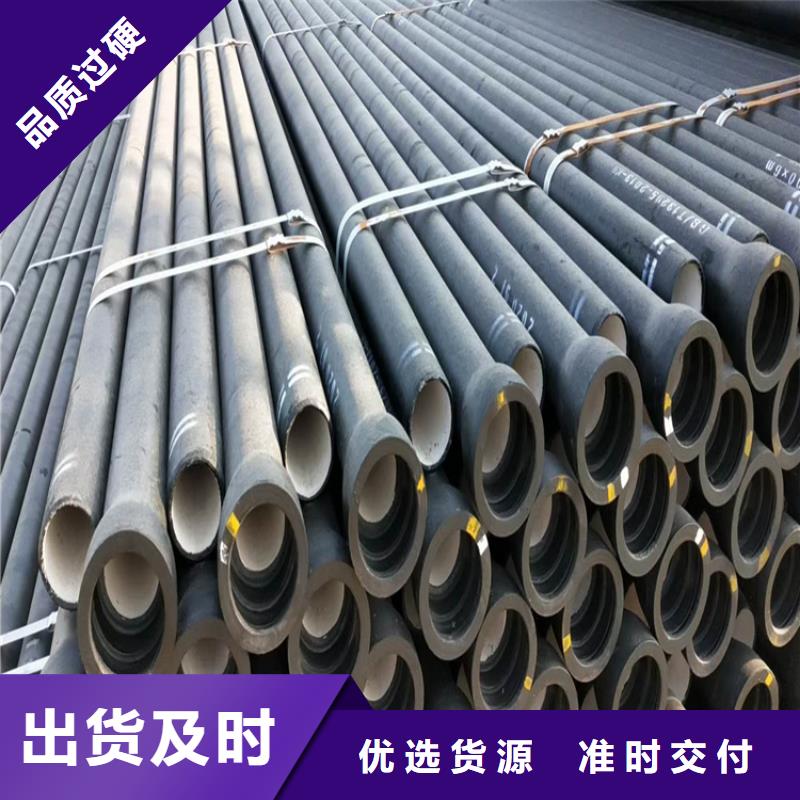
河南球墨铸铁管终饰涂层如何涂覆 球铁铸铁管喷锌后,应选用符合沥青涂料或与锌凃层相容的合成树脂涂料作为终饰涂层材料。 由生产厂决定涂覆终饰涂层的方法,如喷涂或刷漆,终饰涂层应均匀覆盖锌凃层,无裸露或附着不牢现象。 终饰涂层干膜的平均厚度应不小于70μm,局部小厚度应不小于50μm。 为了避免起泡,终饰涂层干膜的平均厚度应不超过250μm。 河南锌涂层的质量及要求 锌涂层应覆盖球墨铸铁管的外表面,无裸露及附着不牢等缺陷。 锌涂层质量的平均值不应小于130g/m2,局部小值不应小于110g/m2。只要锌涂层的质量符合要求,允许出现螺旋形外观。 由于操作造成的锌涂层损伤,只要每平方米面积中累计损伤区域面积不超过5cm2及单个损伤区域较小的一边尺寸不超过5mm,可认为该涂层质量合格。较大面积损伤应进行修补。 生产者应目视检测每根球墨铸铁管涂层的状况及其均匀性,并对锌涂层质量进行定期测量。



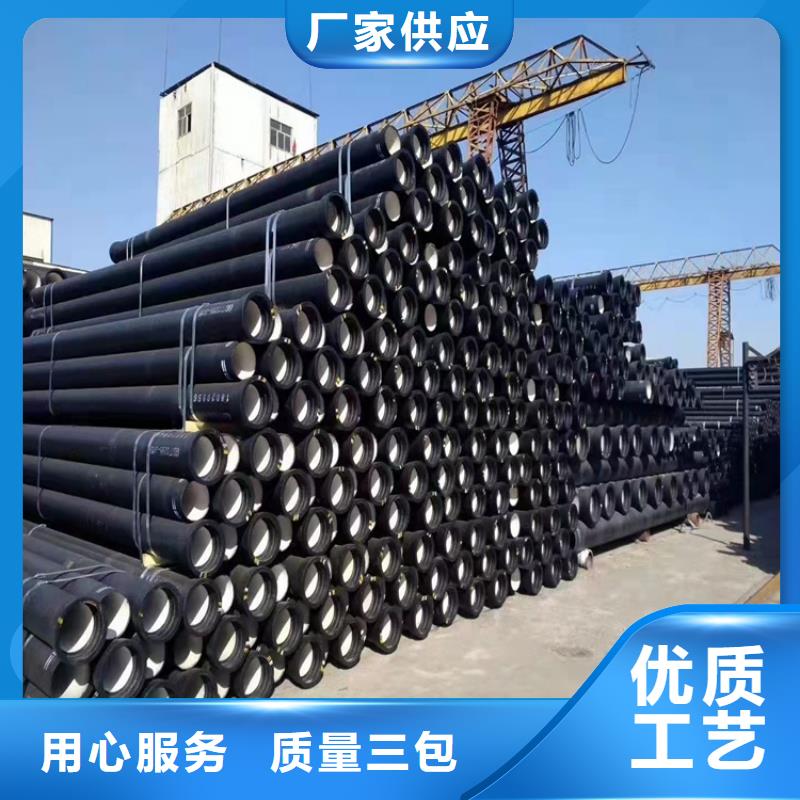
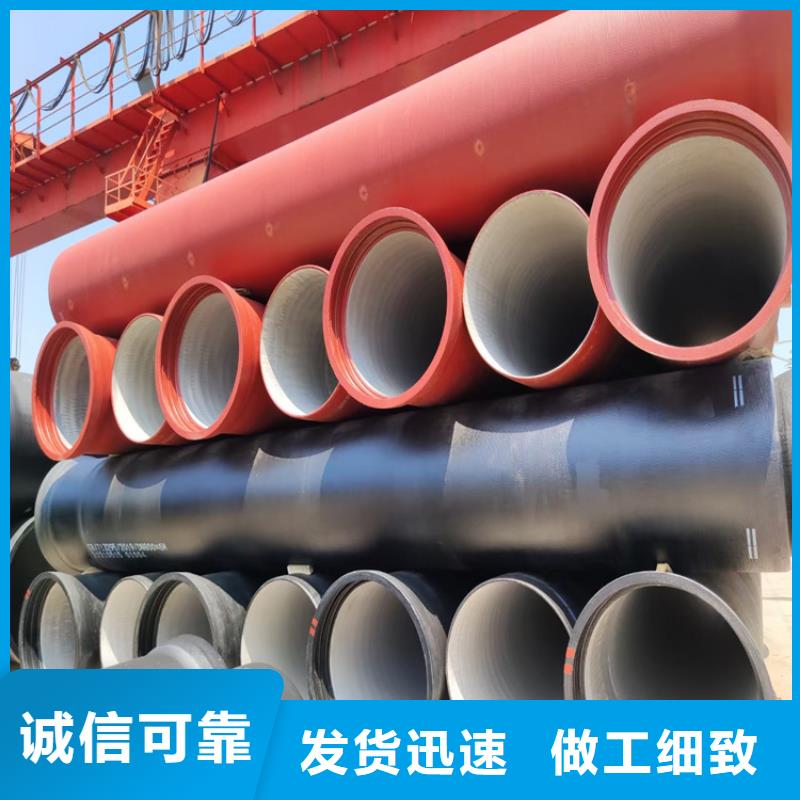
河南球墨铸铁管与普遍铸铁管的优势体现: 球墨铸铁管的制作过程是在普通铸铁管的原材料中添加了镁、钙等碱土金属或稀有金属铸造而成。球墨铸铁管的铸造工艺有连续铸造法、热模铸造法和水冷离心铸造法,其中水冷法为当今世界先进工艺,不同工艺球墨铸铁技术性能不同。它与普通铸铁管对比,不仅保持了普通铸铁管的抗腐蚀性,而且具有强度高、韧性好、壁薄、重量轻、耐冲击、弯曲性能大、安装方便等优点。 河南因此球墨铸铁管不但在国外普遍采用,而且在国内也得到了很好的推广使用,在我国很多地区,球墨铸铁管在中、小口径的给水管中已普遍采用。有这些所有的优势可以看出球墨铸铁管的特性和普遍铸铁管的特性有很大的优势。从而可以看出球墨铸铁管行业是有这的优势的。

