

文字或许能描绘高强钢板,Q235NH耐候钢板产地工厂产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!
以下是:江苏高强钢板,Q235NH耐候钢板产地工厂的图文介绍

【多麦金属】高锰耐磨耐候钢板生产厂家(江苏省分公司)是集 NM400耐磨板生产加工经营于一体的大型企业,公司成立至今一直秉承以用户需求为核心,在专注市场开拓的同时,为客户提供产品与服务,用心的服务赢得了众多客户的信赖和好评,在周边地区逐渐树立起公司良好品牌。 公司将不断完善并研发产品质量的理念精神。年轻队伍,以实际行动为客户提供更好的服务,以精挑细琢的姿态为客户创造性价比产品。 公司愿景:万分的努力,只为能给客户赢得十分的满意!我们相信,通过我们的不断努力和追求,一定能够实现与您互利共赢!


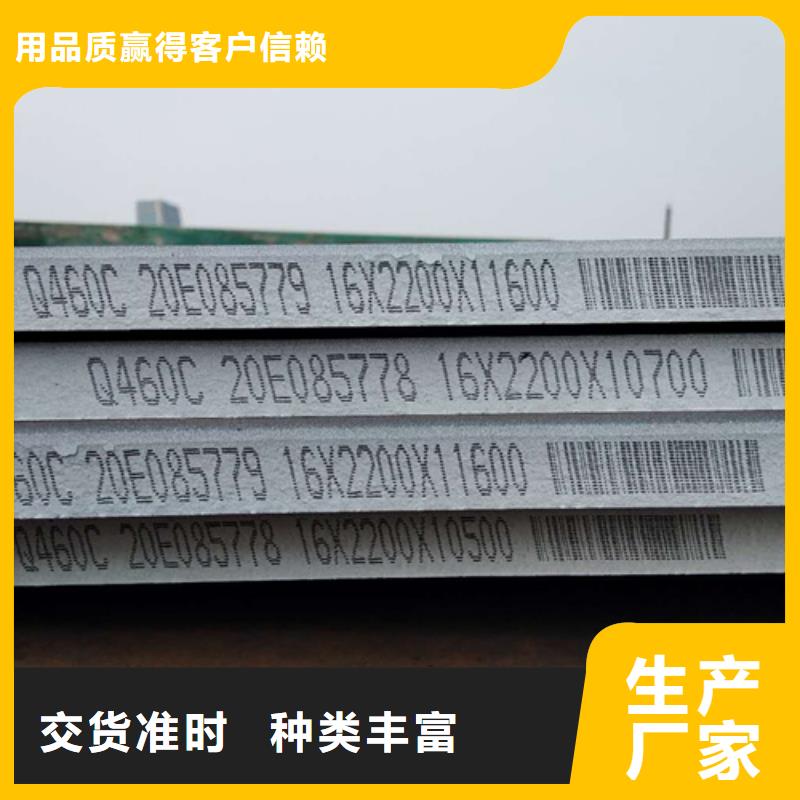
Q460C高强钢板的焊接工用氩气/ 二氧化碳精混合气体保护焊进行打底焊接,采用氩气/ 二氧化碳混合气体保护焊进行填充、江苏本地盖面焊接,按照下列步骤进行操作:(I)焊接工艺参数的确定:焊接时采用较小的线能量,宜不超过12kJ/cm,设定气体流量、江苏本地焊接速度;(2)焊前准备:a)制备坡口,对焊件待焊接区以及近焊缝区母材进行清理,确保无影响焊接质量的外部因素;b)将需要焊接的母材进行对口拼装点固,应确保母材焊接区及近焊缝区无影响焊接质量的缺陷;c)对口点固焊所使用的焊丝、江苏本地焊接工艺与氩气/ 二氧化碳混合气体打底焊相同;d)焊丝干伸长度为15~20mm ;(3)装配定位焊接要求:定位焊所使用的焊接材料应与焊接同类型的材料相同,定位焊焊缝长度一般不小于40mm,焊缝厚度不宜超过焊缝设计厚度的2/3 ;](4)氩气/ 二氧化碳混合气体保护焊打底焊接,打底焊焊接参数如下:焊丝选用Φ 1.2mm,型号为ER55-D2,混合气体比例为Ar =CO2 = 85%:15%,气体流量 16 ~20L/min ;当气温低于5°C时,应对待施焊区进行预热,预热温度不低于80°C,预热的加热区应在焊接坡口两侧,宽度应各为焊接施焊处厚度的1.5倍以上,且不小于100mm;焊接电流为140?160A,焊接电弧电压为16?18V,焊接速度为20~22cm/min ;混合气体保护焊打底单道焊缝厚度不大于5_ ;(5)氩气/ 二氧化碳混合气体保护焊填充、江苏本地盖面焊接,焊接参数如下:焊丝选用Φ 1.2mm,型号为ER55-D2,混合气体比例为Ar =CO2 = 85%:15%,气体流量16~20L/min,焊道数为填充一道,盖面一道;焊接电流为200?220A,电弧电压为22?24V,焊接速度为27?29cm/min,线能量不大于12kJ/cm ;填充焊道金属厚度不大于6mm ;盖面焊道宽度不大于16mm ;盖面焊接和填充焊接过程中,焊道的层间温度不应超过220°C~250°C。进一步,所述步骤(4)、江苏本地(5)中,焊接电源选择为松下KR I1-500。再进一步,在所述步骤(4)采用混合气体保护焊进行打底。在所述步骤(5)中,盖面焊接时需进行摆动,摆动幅度不大于10mm。所述步骤(5)中,焊接线能量不大于12kJ/cm。在所述步骤(2)中,制备坡口时,在坡口两侧25_范围内应显露金属光泽。在所述步骤(5)中,焊接层间温度不应超过250°C。本发明的构思为:Q460C钢材的使用可以对产品设计进行优化,减少产品本体重量,减少基础设施施工成本,大大提高经济效益。



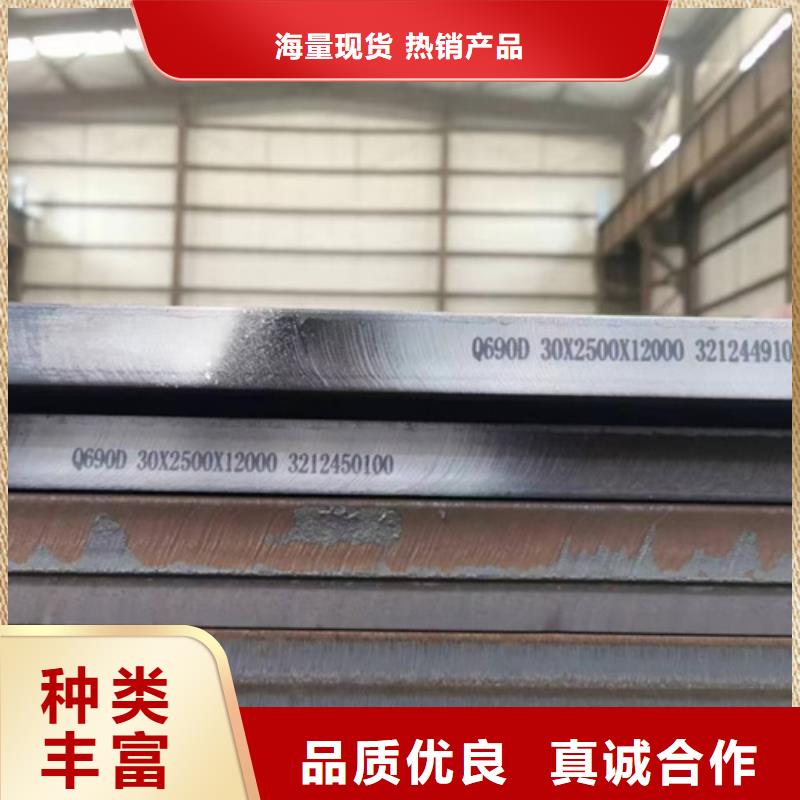
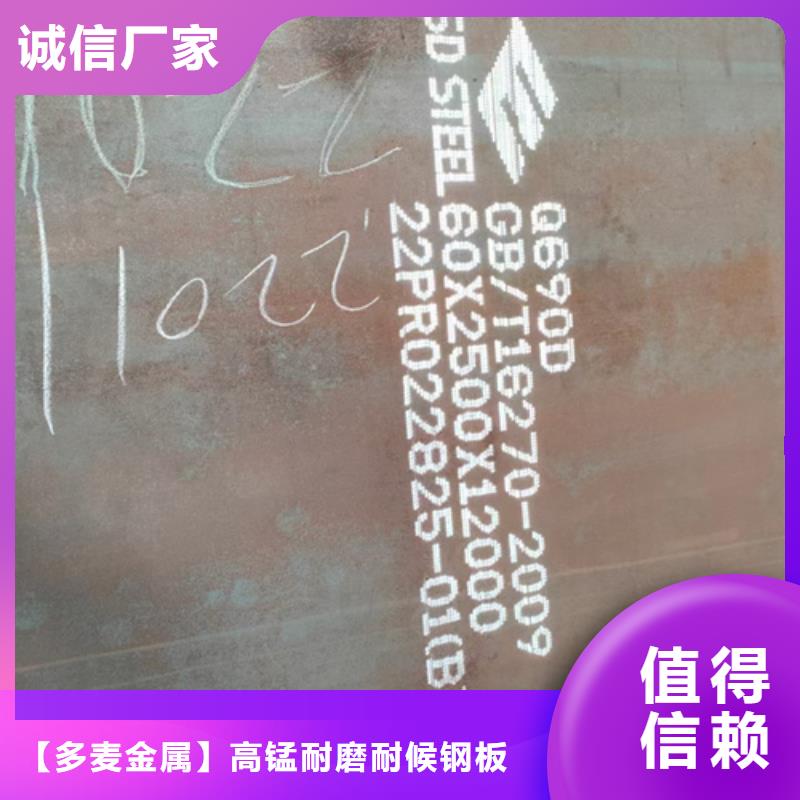
Q690D高强钢板期货定扎尺寸介绍Q690D钢板厚度可生产:8-350mm(具体尺寸可协议)Q690D钢板长度可生产:6000-20000mmQ690D钢板钢坯单块重量可生产20吨保材质性能、江苏本地Q690D钢板钢锭可生产36吨以下保材质性能Q690D钢板订货流程介绍1、江苏本地需方具体的尺寸、江苏本地规格、江苏本地数量及详细的钢板技术要求2、江苏本地小批量60吨起,具体吨位可协议3、江苏本地厂里根据排产及生产计划报交货周期与成品单价4、江苏本地供需方与之对接5、江苏本地需方同意周期和价格双方签订合同6、江苏本地厂里下达冶金码开始安排生产7、江苏本地需方等待交货可与之协商小批量期货定扎及切割深加工技术服务


