




别再错过任何细节!花费一分钟观看防撞护栏直供厂家产品视频,让您的购买决策更加明智。
以下是:防撞护栏直供厂家的图文介绍


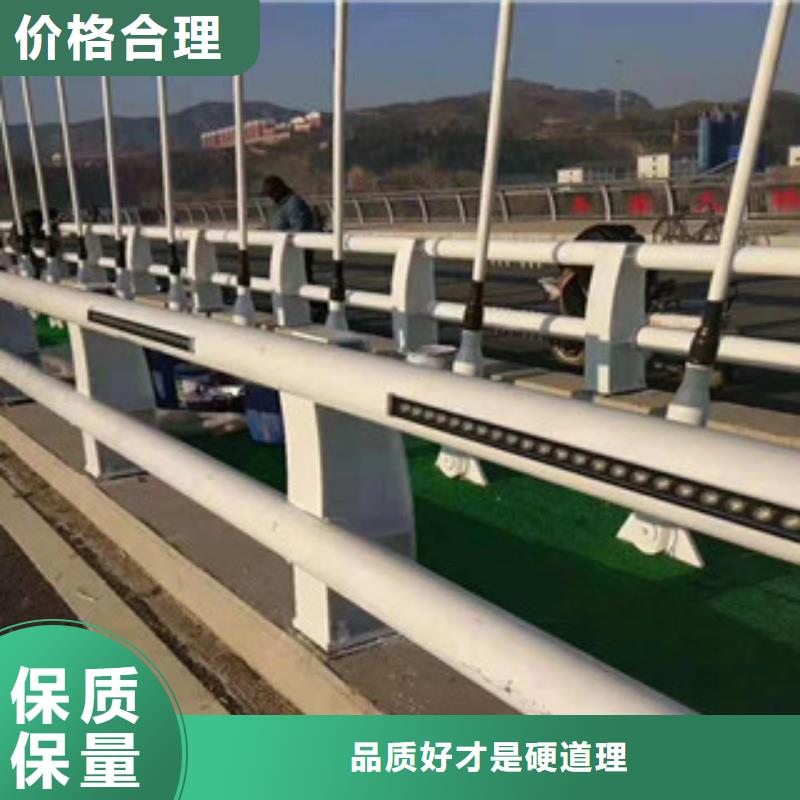
分隔功能:交通护栏将机动车,非机动车和行人交通分隔,将道路在断面上进行纵向分隔,使机动车,非机动车和行人分道行驶,提高了道路交通的性,改善了交通秩序。交通护栏将阻拦不良的交通行为,阻拦试图横穿马路的行人或自行车或机动车辆。它要求护栏有一定的高度,一定的密度,这里指的是竖栏,还要有一定的强度。
警示功能:通过安装要使护栏上的轮廓简洁明快,警示驾驶员要注意护栏的存在和注意行人和非机动车等,从而达到交通事故的发生。反光效果:由于采用s型栅栏板45°角的焊接,从而改变了反光膜反光的角度,夜间车辆行驶时,在车灯的照射下,反光膜的平面正对于行驶车辆,使反光膜达到佳的反光效果。
警示功能:通过安装要使护栏上的轮廓简洁明快,警示驾驶员要注意护栏的存在和注意行人和非机动车等,从而达到交通事故的发生。反光效果:由于采用s型栅栏板45°角的焊接,从而改变了反光膜反光的角度,夜间车辆行驶时,在车灯的照射下,反光膜的平面正对于行驶车辆,使反光膜达到佳的反光效果。



辰铭金属制品有限公司了解客户的真实需求,用高品质的 湖北荆门道路防撞护栏产品和完善的服务成就客户,让客户成功,帮客户赚钱,在帮助客户成功的过程中实现企业价值。



1. 暑期、雨期施工
(1) 暑期施工桥梁防撞护栏温度应控制在32℃以下,宜选在 温度较低的时间内进行。
(2) 施工材料(特别是水泥、钢筋)的码放应采取防雨、防潮措施。
(3) 露天的电器设备要有可靠的防触电、漏电措施。
2. 冬期施工
(1) 一般情况下不宜安排桥梁防撞护栏冬期施工。
(2) 冬期钢筋焊接宜在室内进行,当必须在室外进行时,温度不宜低于-20℃,并应采取防雪挡风措施。
(3) 桥梁防撞护栏应采用冬期施工配合比,掺加适量的防冻剂。拌制混凝土的砂、石和水的温度应满足混凝土拌合物搅拌、运输和混凝土。
(1) 暑期施工桥梁防撞护栏温度应控制在32℃以下,宜选在 温度较低的时间内进行。
(2) 施工材料(特别是水泥、钢筋)的码放应采取防雨、防潮措施。
(3) 露天的电器设备要有可靠的防触电、漏电措施。
2. 冬期施工
(1) 一般情况下不宜安排桥梁防撞护栏冬期施工。
(2) 冬期钢筋焊接宜在室内进行,当必须在室外进行时,温度不宜低于-20℃,并应采取防雪挡风措施。
(3) 桥梁防撞护栏应采用冬期施工配合比,掺加适量的防冻剂。拌制混凝土的砂、石和水的温度应满足混凝土拌合物搅拌、运输和混凝土。



如果没有防锈底漆,那么万一金属面有些许的锈迹或者瑕疵,不先使用防锈底漆将这些锈迹和瑕疵覆盖和处理,这样就会从防锈面漆的内部将防锈面漆破坏,影响防锈漆的使用寿命。 因此室外镀锌栏杆还是要刷防锈底漆,作为防锈漆,底漆和面漆都是需要的,缺一不可。
桥梁护栏对我们在桥上行驶车辆时,提供了很大的保障,它而且有很多种形式的选择,也起到了装点桥梁,美化城市的作用,那如何防止桥梁护栏腐蚀呢
水性防腐涂料、水性环氧地坪涂料被加强开发和推行。在整个涂料市场比例中,锌钢护栏工业职业的涂料,包含汽车涂料、船只涂料、公路铁路涂料等占到70左右比例,而其他的30为修建涂料。由于与修建涂料与百姓生活联络愈加亲近,因此咱们锌钢护栏公司愈加需求遭到各大大众重视。
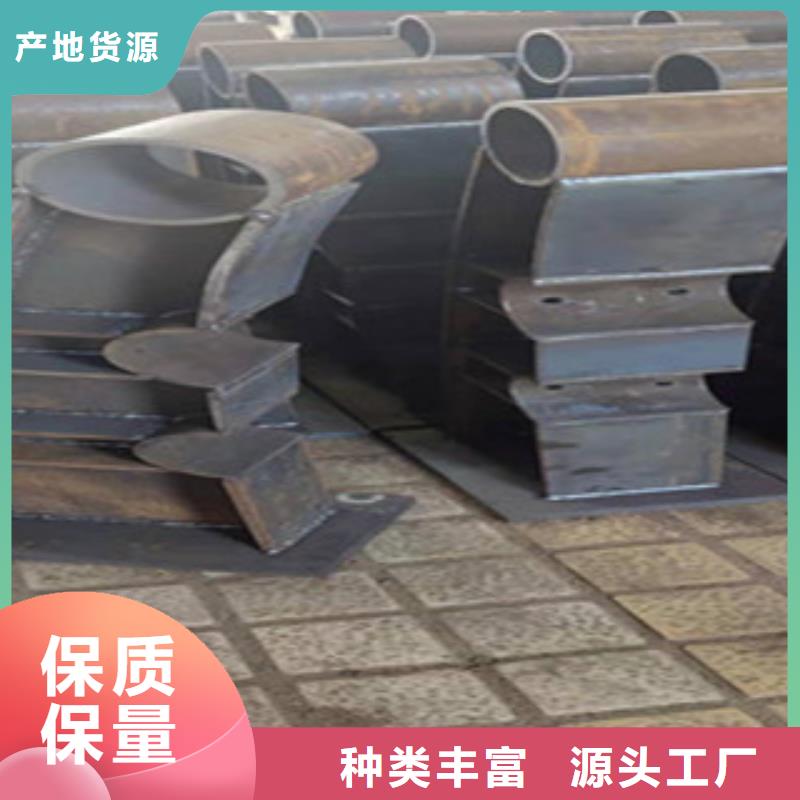
就是酸洗后检查处理:酸洗效果是否理想,如酸洗不充分,再次酸洗,如果酸洗前处理不彻底,需重新处理后再次酸洗。水洗 除去铁艺工件表面的酸水及其它附着物上助镀剂 再次清洗工件表面,保证表面在镀锌之前不在生锈。烘干 提高铁艺工件温度,避免铁艺表面水分过多,在镀锌时发生爆炸。热浸锌工件浸泡于440℃-470℃熔融的锌液中,达到一定时间后提出,铁艺工件表面被获得一层锌铁合金层和纯锌层镀层。钝化?提供工件表面抗大气的腐蚀性能,减少或延长白锈出现的时间。 酸洗前检查处理检查铁艺工件是否具备本厂镀锌的工艺孔(排气、出入锌夜、吊挂),铁艺工件表面的锈蚀程度,表面覆盖物能否被盐酸除去(如有油漆、油脂等应采用火烧、打磨、碱洗等法除去)。脱脂(碱洗)?配有加热设备,铁艺工件表面的油脂、涂料等。水洗,铁艺工件表面的碱水及附着物。酸洗,除去铁锈、氧化皮等其它表面覆盖物。
桥梁护栏对我们在桥上行驶车辆时,提供了很大的保障,它而且有很多种形式的选择,也起到了装点桥梁,美化城市的作用,那如何防止桥梁护栏腐蚀呢
水性防腐涂料、水性环氧地坪涂料被加强开发和推行。在整个涂料市场比例中,锌钢护栏工业职业的涂料,包含汽车涂料、船只涂料、公路铁路涂料等占到70左右比例,而其他的30为修建涂料。由于与修建涂料与百姓生活联络愈加亲近,因此咱们锌钢护栏公司愈加需求遭到各大大众重视。
就是酸洗后检查处理:酸洗效果是否理想,如酸洗不充分,再次酸洗,如果酸洗前处理不彻底,需重新处理后再次酸洗。水洗 除去铁艺工件表面的酸水及其它附着物上助镀剂 再次清洗工件表面,保证表面在镀锌之前不在生锈。烘干 提高铁艺工件温度,避免铁艺表面水分过多,在镀锌时发生爆炸。热浸锌工件浸泡于440℃-470℃熔融的锌液中,达到一定时间后提出,铁艺工件表面被获得一层锌铁合金层和纯锌层镀层。钝化?提供工件表面抗大气的腐蚀性能,减少或延长白锈出现的时间。 酸洗前检查处理检查铁艺工件是否具备本厂镀锌的工艺孔(排气、出入锌夜、吊挂),铁艺工件表面的锈蚀程度,表面覆盖物能否被盐酸除去(如有油漆、油脂等应采用火烧、打磨、碱洗等法除去)。脱脂(碱洗)?配有加热设备,铁艺工件表面的油脂、涂料等。水洗,铁艺工件表面的碱水及附着物。酸洗,除去铁锈、氧化皮等其它表面覆盖物。

