



无需长篇大论,观看钢管喷漆_不锈钢管钢板值得信赖视频,让你瞬间爱上我们的产品。
以下是:钢管喷漆_不锈钢管钢板值得信赖的图文介绍
宏钜天成钢管(南宁市分公司)售出的备品备件均提供一年的质量保证、并且都经过了严格的测试和认证。 公司自成立以来始终坚持以纯电子商务模式运营、缩减中间环节、为客户在时间提供优质的 冷拔方钢产品及满意的服务、为您的生产以及采购工作提供‘ 快捷 方便’公司拥有完善的物流供应系统、现已与众多国外知名品牌生产厂商建立了良好的合作关系。



酸洗钢管货源充足 全国发货
酸洗钢管一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。
钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
酸洗钢管用途冷拔(轧)无缝钢管的轧制方法较热轧(挤压无缝钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理。热处理后,就要被矫直。
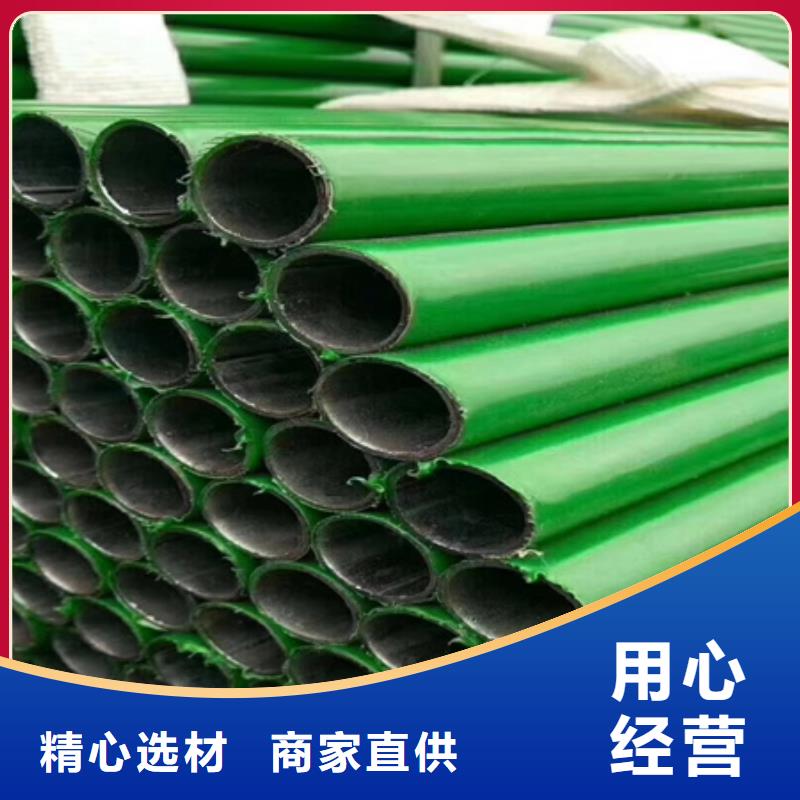
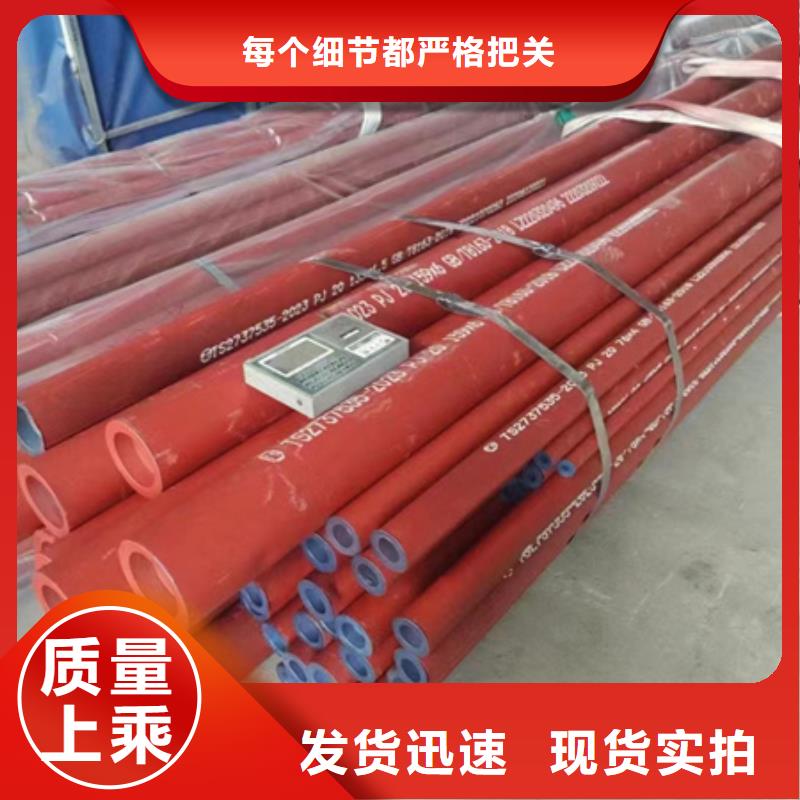
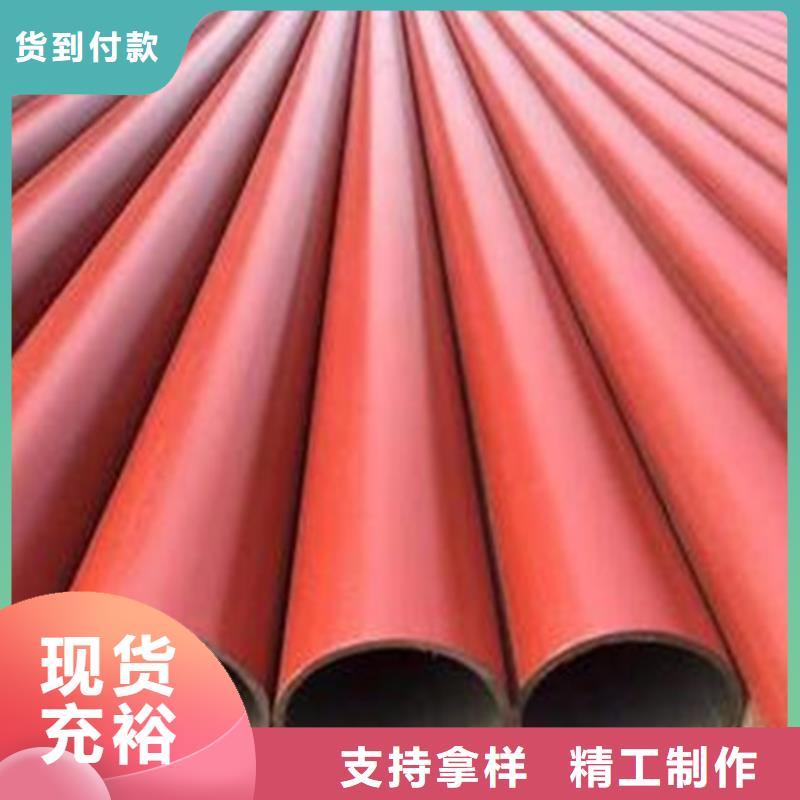
钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。钢管喷漆



钢管喷漆磁粉探伤易于发现表面或近表面的缺陷,尤其是裂纹,但缺陷的显现程度与缺陷同磁力线的相对位置有关,当缺陷与磁力线垂直时显现得清楚,当缺陷与磁力线平行时则不易显现出来。磁粉探伤在锅炉压力容器制造、安装、检验得到了广泛应用,特别是球罐开罐检查中更是不可缺少的检验方法。渗透探伤液体渗透探伤是检查焊缝表面或近表缺陷的一种方法。此方法不受材料的磁性限制,可以用于各种金属与非金属材料、磁性与非磁性材料。液体渗透探伤法是依据物理学中液体对固体的湿润能力和毛细现象为基础的。在进行液体渗透探伤时,首先将被探伤的焊缝表面浸涂具有高度渗透能力的渗透液。由于液体的润湿能力和毛细现象,渗透液便渗入焊缝表面的缺陷中,然后将焊缝外表面的渗透液清洗干净,再涂一层亲和吸附力很强的白色显像剂,将渗入焊缝表面裂纹中的渗透液吸出来,在白色涂层上便显示反映缺陷的形状和位置的鲜明图案。液体渗透探伤按缺陷显示方法不同可分为颜色显示的着色法和荧光显示的荧光法。着色探伤法是利用染料颜色来显示缺陷,溶于渗透液中的染色物质应有鲜明易见的颜色。荧光显示探伤法是利用荧光物质的发光来显示缺陷的。在探伤中,被吸附在缺陷中的荧光物质,受到紫外线的照射,因吸收光能而达到受激状态,进入不稳定状态,势必从这一不稳定状态回到稳定状态,降低势能,放出光量子,即发出了荧光。涡流探伤即用激磁线圈使导电工件内产生涡流,通过检测线圈测量被检物涡流的变化量来进行的工件探伤方法。


钢管喷漆应该注意的是在实际操作中,磨料中钢砂和钢丸的理想比例很难达到,原因是硬而易碎的钢砂比钢丸的破碎率高。为此,在操作中应不断抽样检测混合磨料,根据粒径分布情况,向除锈机中掺入新磨料,而且掺人的新磨料中,钢砂的数量要占主要的。4.4除锈速度钢管的除锈速度取决于磨料的类型和磨料的排量,即单位时间内磨料施加到钢管的总动能E及单颗粒磨料的动能E1。式中:m——磨料的喷(抛)量;V——磨料运行速度;m1——单颗粒磨料的质量。m。的大小与磨料破碎率有关,破碎率大小直接影响表面处理作业的成本及除锈设备的费用。当设备固定不变后,m为常数,y为常数,所以E也是一个常数,但由于磨料破碎,m1发生变化,因此,一般应选择损耗率较低的磨料,这样有利于提高清理速度和长叶片的寿命。4.5清洗和预热在喷(抛)射处理前,采用清洗的方法除去钢管表面的油脂和积垢,采用加热炉对管体预热至40一60℃,使钢管表面保持干燥状态。在喷(抛)射处理时,由于钢管表面不含油脂等污垢,可增强除锈的效果,干燥的钢管表面也有利于钢丸、钢砂与锈和氧化皮的分离,使除锈后的钢管表面更加洁净。



