



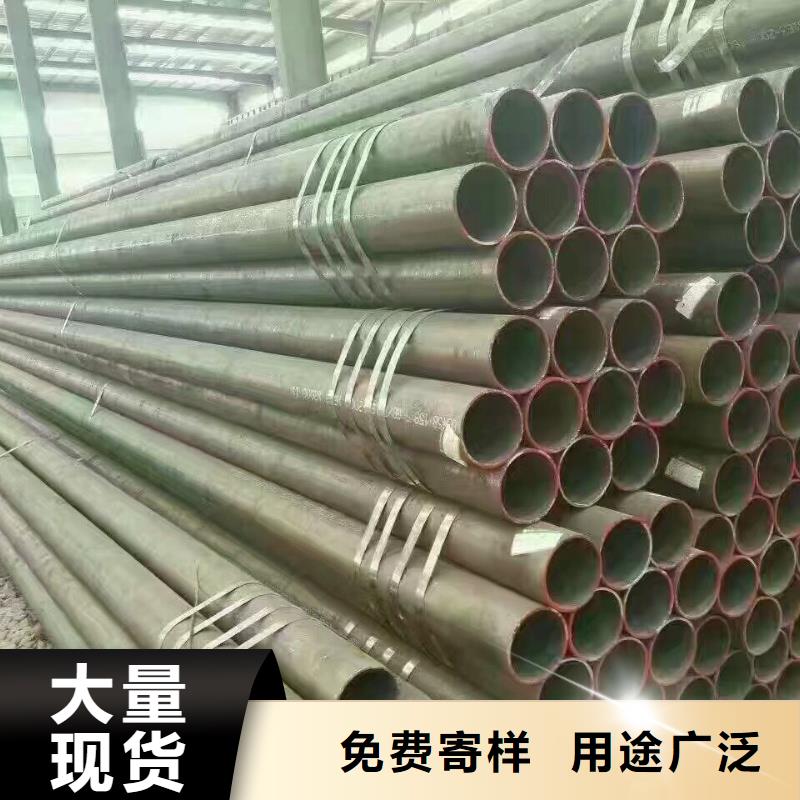

简约而不简单,我们的镀锌钢管紫铜排标准工艺产品视频将用直观的方式展示产品的核心价值。
以下是:镀锌钢管紫铜排标准工艺的图文介绍

阔恒兴旺国际贸易(南平市分公司)恪守以人为本、尊重知识、尊重个性的管理理念;倡导创新精神和团队合作精神;实施科技为本、发展实业的经营战略;坚持诚实信用、互利互惠的经营原则;树立企业在 高纯度紫铜排竞争中生存,在竞争中发展的市场意识。



不锈钢管规格及外观质量:A,按GB14975-94《不锈钢无缝钢管》规定,钢管通常长度(不定尺)热轧钢管1.5~10m,热挤压钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m,壁厚大于1.0mm者,1.5~8m。不锈钢管的种类:接轧制方法分热轧。B,热轧(热挤压)钢管的直径54~480mm共45种,壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种,壁厚0.5~21mm共39种。C,钢管内外表面不得有裂缝,折叠,龟裂,裂纹,轧折,离层和结疤缺陷存在,这些缺陷应完全掉(供机械加工用管除外),后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻表面缺陷可不。
D,直道允许深度。热轧,热挤压钢管,直径小于和等于140mm的不大于公称壁厚的5%,大深度不大于0.5mm,冷拔(轧)钢管不大于公称壁厚的4%,大深度不大于0.3mm。E,钢管两端应切成直角,并毛刺。不锈钢无缝管的制造工艺。连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大。
D,直道允许深度。热轧,热挤压钢管,直径小于和等于140mm的不大于公称壁厚的5%,大深度不大于0.5mm,冷拔(轧)钢管不大于公称壁厚的4%,大深度不大于0.3mm。E,钢管两端应切成直角,并毛刺。不锈钢无缝管的制造工艺。连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大。



我们都是知道氧化还原反应,在生活中,如果将纯金属暴露在空气中,很容易就会发生锈蚀现象,为了解决这些问题,人们采用了电镀的方法,镀锌管就是一种常见的电镀设备。镀锌管的电镀同线材同铁丝一样,都属于连续电镀,但是施镀的设备不甚相同。铁丝在电镀的镀锌管广泛的应用在各行各业,使用它的优势是能够在空气中形成致密的氧化物来保护金属内部的结构,如果被焊接划伤的情况下,由于镀层的保护,它作为“牺牲”的阳极,来减缓钢铁的锈蚀,同时保护各个结构的死角能够达到耐腐蚀的效果。在西气东输的尾端市场即居现在秋天来了,冬天还会远吗,这时镀锌管也就快派上了用场。一般情况下镀锌管是用来当作煤气或者是暖气管使用的,所以说为了我们能在寒冷的冬天拥有一个温暖的工作和生活环境,那么我们在挑选镀锌管的时候一定要找准厂家再挑选。在众多镀锌管厂家中,我们河北镀锌管有冷镀管和热镀管之分,冷镀管被禁用了你知道吗?你脑海中的冷镀管和热镀管是怎样区分的,仅仅是制造温度不同吗?


酸洗后的钢管由行车吊至清洗槽进行清洗以去除酸洗后积聚在钢管表面的残酸和铁盐,然后吊至冲洗台架用0.7~0.8Mpa的清水冲洗,待水滴干后,将钢管吊至溶剂槽中浸涂,浸蘸时间约一分钟,溶剂采用600~650g/L氯化锌和80~100g/L氯化铵以及1~2g/L的OP-10表面活性剂。为提高钢管的溶剂中预镀效果,溶剂始终保持弱碱性,然后由行车吊至干燥炉台架进入干燥炉内烘干,烘干温度100~130度,时间一般为6~10分钟。硫酸盐镀锌的优化硫酸盐镀锌管 点是电流效率高达,沉积速率快,这是其他镀锌工艺无可比拟的。三、硫酸盐镀锌管的优化:由于镀层结晶不够细致,分散能力与深镀能力较差,因而只适于几何形状简单的管材与线材等电镀。硫酸盐电镀锌铁合金工艺对传统的硫酸盐镀锌工艺进行优化,只保留了主盐硫酸锌,其余组分均舍弃。在组成新工艺配方中又加入适量铁盐,使原来的单金属镀层形成锌铁合金镀层。

