

想要快速了解不锈钢管_不锈钢焊管质检严格产品?视频给你直观的感受!
以下是:不锈钢管_不锈钢焊管质检严格的图文介绍

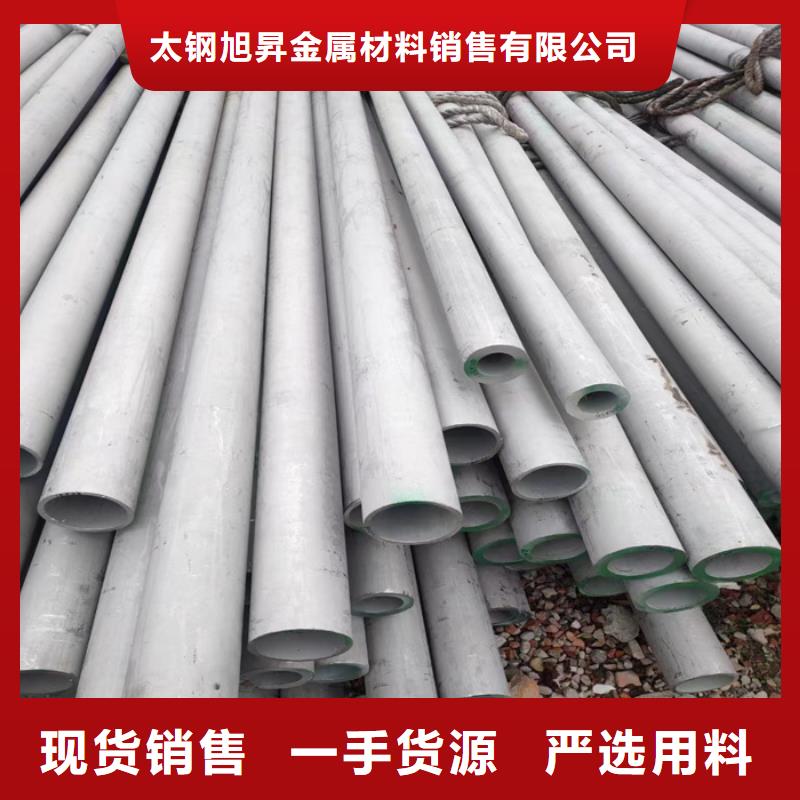
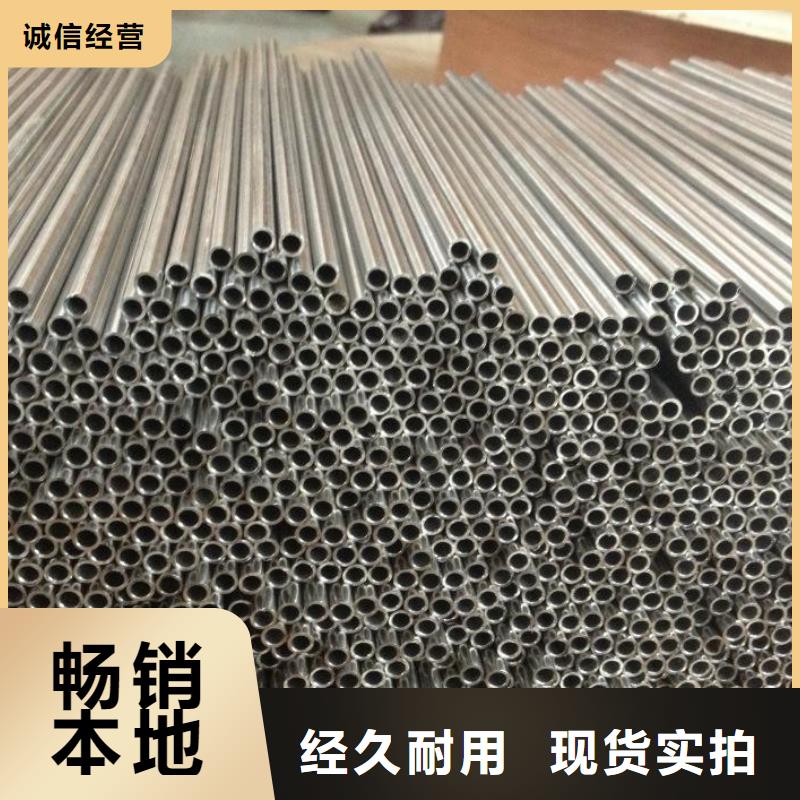
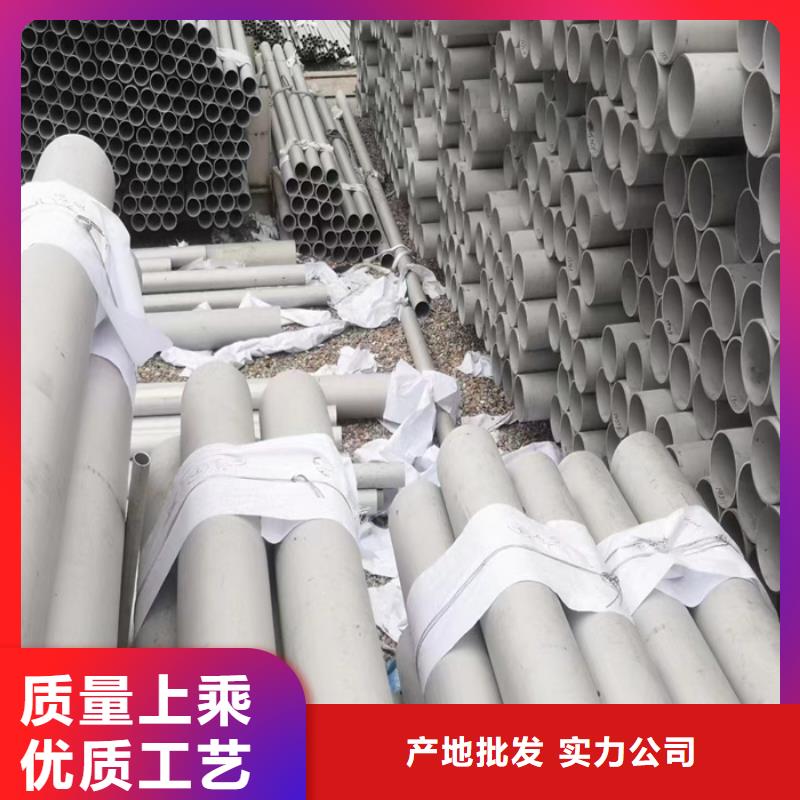
公司严格按ISO9001:2008要求建立完善的质量管理体系,拥有冷拔拉床48台,冷轧机5台,和先进的全温控不锈钢管固溶退火炉等生产设备3台,同时具有ETM16-159涡流探伤仪、UT16-159超声波探伤仪、UT159-830超声波探伤仪、30Mpa水压试验机、液压材料试验机、化学分析仪、晶间腐蚀试验等完善的检测设备。可生产无缝规格为:外径Φ6~Φ830mm、壁厚1~60mm;焊管规格为:外径Φ18~Φ2500mm、壁厚1~60mm;主要牌号为:304/L/H、316/L/H、321/H、317/L、310S、2205、2207、904L等;产品执行GB、ASTM、ASME、DIN、EN、GOST、JIS、PED、船泊入级等,广泛应用于石化、化肥、核电、锅炉、舰船、环保、航空、造纸、食品及医疗等领域,公司先后通过了英国劳氏质量体系、压力管道生产许可证、英国劳氏、法国、德国劳氏、挪威、中国、美国、意大利等7国船级社工厂认可、俄罗斯GOST认证?欧盟PED认证、三级计量、特种质量检测设备许可证、省级企业标准化管理体系等一系列认证,真正让企业从内部管理、生产、采购、质量控制、产品销售和售后服务一体化管理体系达到先进水平。


诚信商家不会出售劣质产品,主营产品 不锈钢焊管。公司可接大批量订单直接让利给消费者。品质保障:做工材质均选用优良材料,每道工序都严格准确把控。工艺精良:产品都是厂家生产严格按照标准执行,直供货源物,物美价廉。贴心服务生产、加工、销售、售后一条龙服务,严苛质检和效果测试,确保使用无忧。




卫生级不锈钢管规格和碳结钢管的应用及其区别碳钢的设计规则不能用于不锈钢是因为碳钢与不锈钢之间有着根本的区别: 1.不锈钢没有屈服点,通常以ó0.2来表示该屈服应力被认为是当量值。2.应力/应变曲线形状不同,不锈钢的弹性极限大约是屈服应力的50%,就标准中所规定的小值而论,该屈服应力值低于中碳钢的屈服应力值。3.冷加工时不锈钢产生加工硬化,例如,弯曲时具有各向异性,即:横向和纵向性能不同。可以利用由冷加工而增高的强度,不过如果与总面积相比弯曲面积较小而忽略不计这种增加时,强度增高可以在一定程度上提高系数。基本设计程序不锈钢的设计程序大体上是从现适用于结构工程设计的各个方面的原则派生出来的。但是由于通常使用的不锈钢是薄规格型钢,所以,它的设计过程比碳钢薄规格材料复杂得多。重要的是确定不锈钢的终用途,因为在许多应用中不锈钢不仅作为结构件而且要起到美观的作用。为了防止构件受力部分出现局部弯曲和变形,关键的因素是材料的宽度和厚度之比的极限值。还有一点也很重要,值得一提,即:材料标准规定了ó0.2的值,对于建筑物所用的奥氏体不锈钢,该值大约是240N/mm2,但是,材料的特征强度一般要比该值高出15%,设计人员应将这一强度系数考虑在内。设计依据1.不锈钢和碳结钢之比较首先,看一下普通碳结钢与不锈钢之间的主要区别。2.应力/应变曲线图碳钢的应力/应变曲线的线性部分实际上是一条直达屈服点的直线,而不锈钢的线性区大约是ó0.2的50%。当应力级在非弹性区时,用于结构设计中的弯曲设计理论和虎克定律,即:应力与应变成比例,不真正适用于不锈钢。因此,在应力级较低的情况下,对不锈钢构件结构进行设计比较简单,但是在应力级较高的情况下,需要查阅变形和局部弯曲的标准。3.张力在现代结构法规中,拉伸应力加上载荷系数与毛断面的材料的屈服应力联系在一起,抗拉极限强度与屈服应力的比值用于校验净截面。不锈钢的抗拉极限强度与屈服应力之比为2.4,而碳钢中该范围是1.6~2.1。拉伸构件需要对其强度进行两项检查:①毛断面的屈服应力②净有效断面的拉伸极限强度(1.2)上一篇:不锈钢卫生管价格触底 跌幅创新高 2015/7/24下一篇:精密钢管厂产能找到了一个重要的化解渠道 2015/7/

