



我们的现场实拍视频将带您走进桥梁护栏,不锈钢护栏实力公司产品的世界,产品视频细节之美一览无余!
以下是:桥梁护栏,不锈钢护栏实力公司的图文介绍

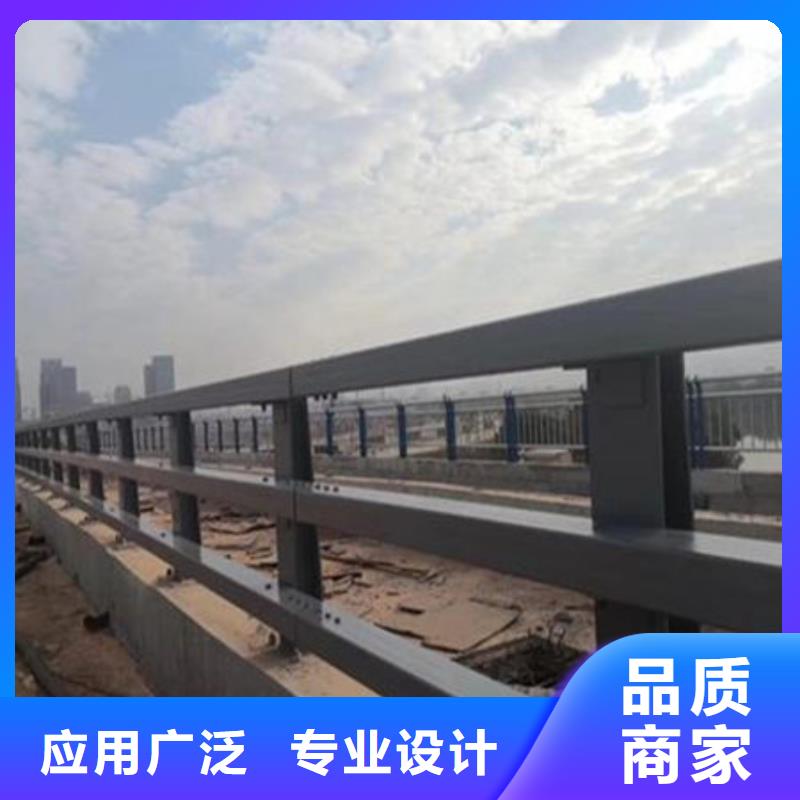
201不锈钢复合管护栏化学腐蚀原因分析
一般来说201不锈钢复合管护栏本身的耐腐蚀能力是非常好的,但是因为一些特殊因素也会使得201不锈钢复合管护栏容易被腐蚀,因此在201不锈钢复合管护栏产品在加工作业过程中应,尽量避免锈蚀条件和诱因的产生。
201不锈钢复合管护栏表面被腐蚀的原因有:
一、化学腐蚀
1、表面污染:附着在201不锈钢复合管护栏表面的油污、灰尘及酸、碱、盐等在一定条件转化为腐蚀介质,与201不锈钢复合管护栏中的某些成分发生化学反应,产生化学腐蚀而生锈。
2、表面划伤:各种划伤对钝化膜的破坏,使201不锈钢复合管护栏保护能力降低,易与化学介质发生反应,产生化学腐蚀而生锈。
3、清洗:酸洗钝化后清洗不干净造成残液存留,直接腐蚀201不锈钢复合管护栏(化学腐蚀)
一般来说201不锈钢复合管护栏本身的耐腐蚀能力是非常好的,但是因为一些特殊因素也会使得201不锈钢复合管护栏容易被腐蚀,因此在201不锈钢复合管护栏产品在加工作业过程中应,尽量避免锈蚀条件和诱因的产生。
201不锈钢复合管护栏表面被腐蚀的原因有:
一、化学腐蚀
1、表面污染:附着在201不锈钢复合管护栏表面的油污、灰尘及酸、碱、盐等在一定条件转化为腐蚀介质,与201不锈钢复合管护栏中的某些成分发生化学反应,产生化学腐蚀而生锈。
2、表面划伤:各种划伤对钝化膜的破坏,使201不锈钢复合管护栏保护能力降低,易与化学介质发生反应,产生化学腐蚀而生锈。
3、清洗:酸洗钝化后清洗不干净造成残液存留,直接腐蚀201不锈钢复合管护栏(化学腐蚀)


不锈钢复合管护栏刷什么漆
不锈钢复合管护栏是我们常见的一种重要的不锈钢产品,它的硬度是比较大的,也是属于不锈钢产品的一种。随着我国的基础建设的不断地发展,不锈钢复合管护栏的应用和范围也是不断地进行的,也是比较广泛的。但是在不锈钢复合管护栏的处理的过程中会用到喷漆的,喷漆使得不锈钢复合管护栏的效果和性能更加好。对于喷漆的处理的方式是这样进行规定的:
一般型材的不锈钢复合管护栏表面是光亮的,不容易上漆,即使上了,也很容易花掉。需要做以下处理:
1.要将不锈钢表面拉毛,用钢丝刷或者沙皮讲表面拉毛。
2.要进行清洗,清洗用的药业,有专门的化学产品,也可以酸洗,如果数量不多可以用常规清洗法清洗。
3.上漆货喷塑,建议采用喷塑,因为喷漆的话,如果调制的不够浓稠,就会有流淌现象,如果调的太浓稠,会掉漆和喷洒不匀,喷塑的话就能规避该类问题。
4.烤漆,就是讲喷好的构建放入烤漆房,进行一定时间的烘烤,温度不能过高,时间不能过久,也不能过低过早。



“客户信赖品牌 市政防撞护栏供货商”是我们企业追求的目标,我们也时刻以此来严格要求自己。华尔新材料科技(深圳市分公司)期待在关键的时候为您提供为的现场解决方案以及完善的产品和服务。
企业目标:专业、诚信、产品供应商客户信赖的品牌供应商 经营理念:专业、诚信、值得信赖
服务宗旨:以合理的价格、完善的服务,提供高质量的 市政防撞护栏产品,以客户需求为导向,以提高客户生产效率及质量为目标,不断引进国外先进技术同产品,为客户带来更为的现场解决方案。



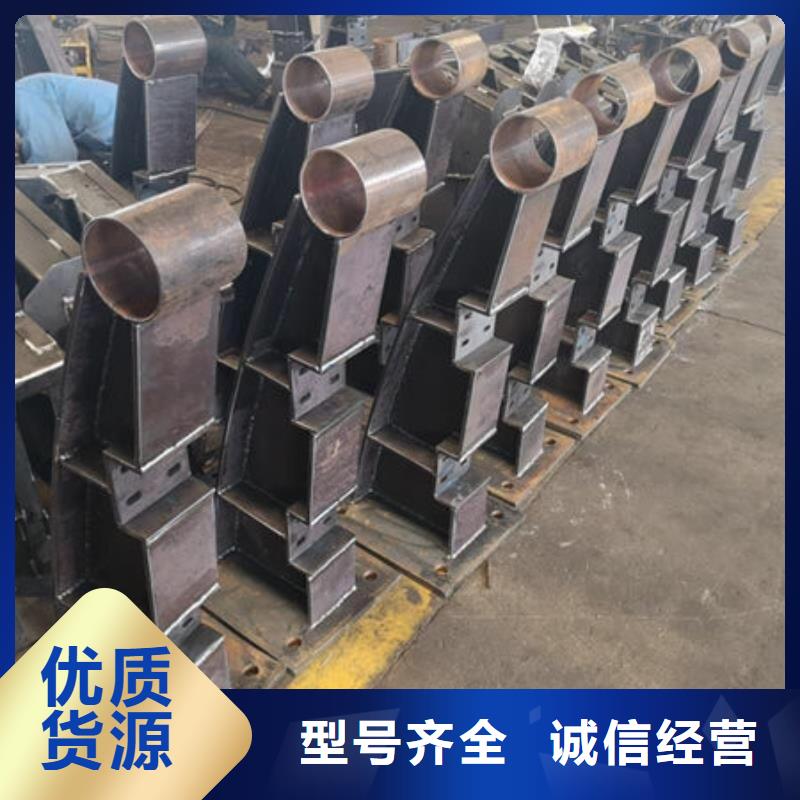
不锈钢复合管护栏焊接进程
如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。
如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。


