





为了让您更地了解我们的型材拉弯,无缝钢管实力工厂,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:型材拉弯,无缝钢管实力工厂的图文介绍


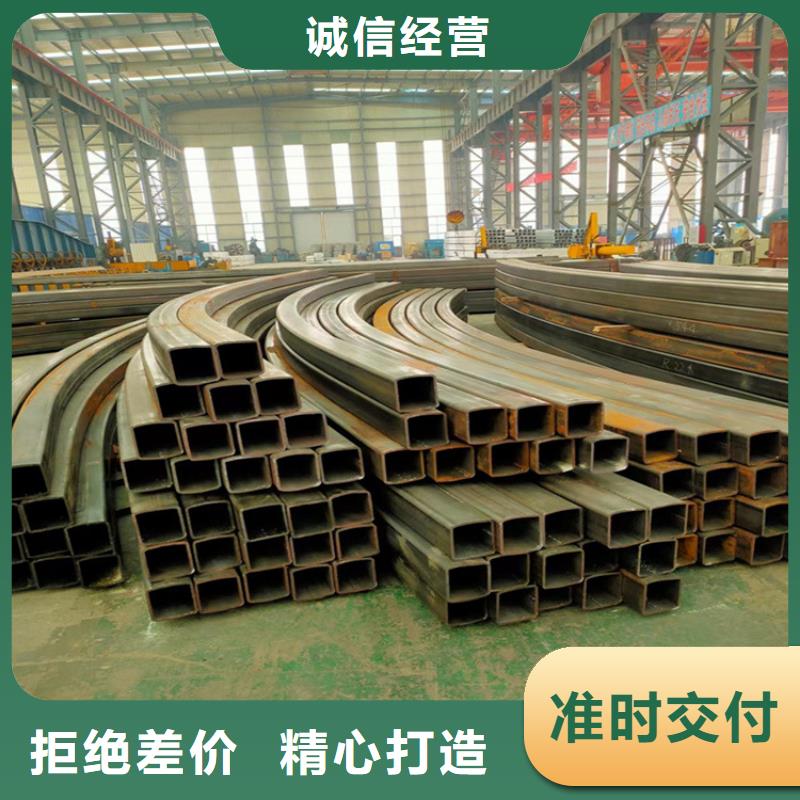
具体聊聊型材拉弯的基本方法弯管在拉弯磨具组里弯折,在全部工业设备中,绝大多数都使用弯管,要害用以油、气、打点滴等,在飞机场以及模块中占有要害影响力。在那么要害的使用情况下,针对弯管的出产加工办法人们掌握是多少呢?弯管加工办法 怎么避免裂开?冲压模具法:用冲床边带光洁度的型芯将管端扩张到所规则的规格和姿态。弯折成型法:常见三种办法弯管胀大法:一是将硫化橡胶放在管道内,上边用小冲头使管道凸起构成。二是液压胀大成型,在管道中心填充液压使管道曲折成必要形状,出产金属波纹管是这种办法的主要途径。锻造法:用模锻机揉捏水管的顶端或一部分,削减水管的直径,常见模锻器有转盘式、连杆式、手动式。滚轧法:一般无需芯棒,合适于薄壁管里侧圆正是为了处理弯管曲折出产过程中的裂缝缺陷,钢管曲折加热时,在必定的变形温度和必定的变形水平以上的情况下,钢管两边呈现裂缝的损害,现有的曲折机设备包括加热设备和曲折设备,加热设备设置在曲折设备中,曲折设备包括升降机和轻压组织。



经过三年的努力与发展,已具备一定的规模与实力,现宏钜天成钢管有限公司(苏州分公司)拥有一支精湛的技术团队和完善的生产团队,为您提供从 冷拔方钢研发、生产、销售、售后一体式服务。公司提倡“诚信、团结、敬业、奋斗”的企业精神文化,提供好的 冷拔方钢产品与真诚,好的服务售后服务:我们有专门的售后服务团队,提供售后1年内免费维修服务。



型材拉弯工艺回弹是模具设计中要考虑的重要因素,拉弯件的终成形很大程度上受到成形后回弹量的影响。回弹主要表现为整体卸载回弹、切边回弹。当回弹量超过允许值后就是成形缺陷,影响拉弯件的几何精度。方管拉弯加工时的注意事项型材弯曲变形区外侧壁厚变薄;型材弯曲变形区内侧壁厚增大、起皱;横截面形状畸变;回弹。限制型材方管拉弯加工的因素生产中限制拉弯加工的因素主要有以下两点:一是拉弯断裂,一是截面尺寸变形量过大。确定拉弯工艺参数首先要考虑的就是这两个方面。拉弯就是把金属板材、管材和型材弯曲成一定曲率、形状和尺寸的工件的冲压成形工艺。 拉弯成形广泛应用于制造高压容器、锅炉汽包、锅炉炉管、船体的钢板及骨肋、各种器皿、仪器仪表构件以及箱柜镶条等。对于拉弯构件,如果弯矩不大而主要承受轴心拉力作用时,它的截面形式和一般轴心拉杆一样。弯 在拉力和弯矩的共同作用下,截面出现塑性铰即视为承受能力的极限。对板坯进行连续弯曲。三辊卷板机具有两个传动辊(固定)和一个压下辊(可调)。调节压下辊的上下位置即可改变它与传动辊之间的相对距离。方管拉弯加工工艺是什么对于方管拉弯自身来说,方管拉弯报价,它可以直接采用弯曲的模具对其进行弯曲,方管拉弯尺寸,通常情况下都是会用方管拉弯,也正是因为如此,我们要进行留意,在这样的重要的使用情况下,现有的方管拉弯模具在使用的时候,方管拉弯,由于预弯管在进行压弯的时候,会出现预方管拉弯在弯曲的时候弯曲处出现裂纹或断裂的现象。



型材拉弯目前市场上有很多专门加工制造弯管的厂家。当我们深入了解时,除了看看如何更好地选择天津弯管厂,我们还可以看看常见的选择方法和技巧。当然,您可以通过详细的了解做出更好的选择,保证产品在实际使用过程中也能发挥出更多的功能,帮助大家更好的了解产品。根据专业厂家的产品质量选择无论何时选择制造商,都需要看加工产品的质量。只要产品的质量有保证,在使用的过程中也能带来很多的方便,希望大家能更好的选择使用。市场上有很多天津折弯厂,所以在选择的时候,也可以看看这些厂家在市场上的业务发展情况。当然,您可以通过详细的市场分析做出有效的选择。根据专业厂家的产品价格选择性价比高的弯头在整个市场的销量也很好。建议大家实际选购时可以看一下产品的具体价格。通过详细的了解,当然可以保证产品更好的使用,也可以得到市场更多人的支持和认可。基本上,该产品的用途可以更加广泛,同时也可以带来很多其他的优势。综上所述,建议在选择具体的天津弯管厂时,可以看一下整个市场专业厂家的发展情况。通过详细的市场分析,您不仅可以选择专业的厂家,还可以知道产品在哪里。整个市场的流行,肘部也能发挥更好的作用。



型材拉弯是金属型材常用的冷弯工艺之一,具有应用范围广,成型稳定的特点。它特别适用于弯曲单个半径的薄壁,方管和异形工件。拉弯的特点:1。一般的拉伸弯曲设备或工艺只能弯曲小于或等于180度的工件,不能像滚弯那样一次加工360度或更大的弯曲角度。2.弯曲时,工件的内表面是中性层,其余部分都是延伸的,即所有弯曲件在理论上都比原来长。3.拉弯不能形成半径小的工件,如果成形半径小,工件会经常出现断裂等不良现象。型材拉弯是金属型材常用的冷弯工艺之一,具有应用范围广,成型稳定的特点。它特别适用于弯曲单个半径的薄壁,方管和异形工件。
