

无论您是初次接触还是已经熟悉,我们的焊管无缝钢管规格型号全产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
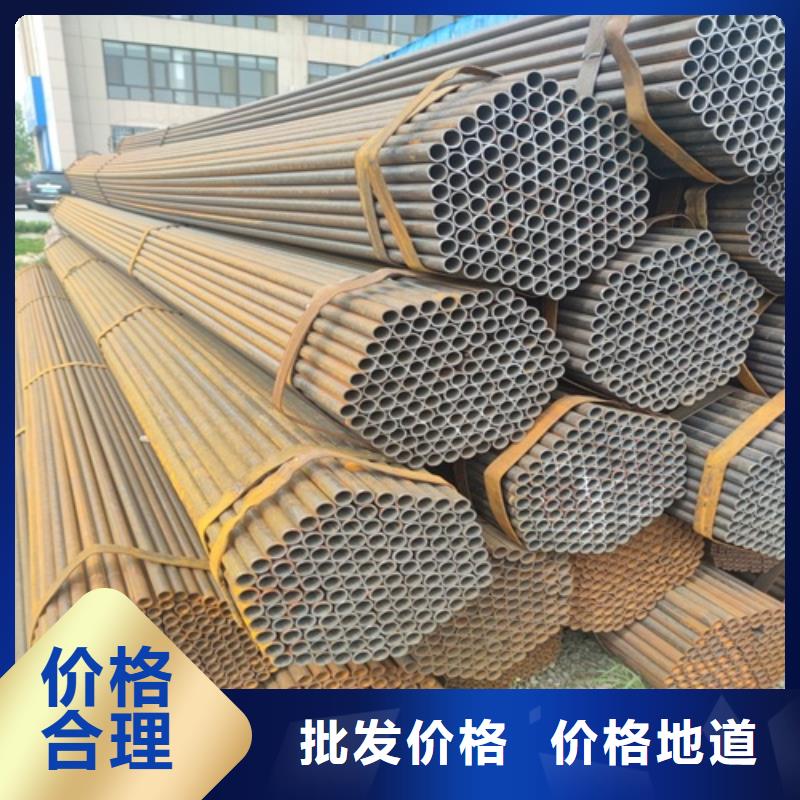
以下是:焊管无缝钢管规格型号全的图文介绍


焊管高频焊接方法 焊管采用这种焊接方法时,接触头可设置在离会合点不同距离上。管坯运动时,接触头可沿待焊边上面或下面滑动。接触头从上面放置在待焊边上的方案用得*广,因为采用这种方案可以使焊接装置结构简单可靠。焊管高频焊接主要是利用高频电流的趋肤效应和邻近效应,使电流高度集中在待焊边上,从而能在百分之一秒时间内将其加热到焊接温度1230℃左右,然后在挤压辊的作用下进行压力焊接。 焊管高频焊接方法,根据向被焊件馈电方式不同,可分为传导馈电和感应馈电两种。采用传导馈电焊接时,借助于两个接触头2和3把高频电流传到管坯1上。焊接电流沿管坯坡口两侧流过,并通过挤压辊5附近的坡口两侧会合点形成回路。在管坯两侧坡口上的电流方向是相反的,因此,邻近效应使电流集中于坡口的表面, 电流频率越高,电流就越集中于其表面。阻抗器4提高了坡口加热的集中程度,因为它增大了电流环绕管坯流过的感抗。 现在的焊管焊接技术已经时发展的非常纯熟,开始慢慢的摆脱之前的老套,逐渐采用全新的技术,并且严格保证了焊缝技术的优越性。未来的钢材市场,科技市场中国必将走在前沿。



焊管预焊常见的三个问题 焊管在预焊过程中,可能会在其的背面出现焊瘤或者是烧穿的问题。这时候如果将背面焊瘤进行清理的话,则需要花费较多的时间,这样一来就会影响到正常正常工作的效率。而如果不的话,则可能会影响到焊管内焊焊接成型以及内焊焊缝的跟踪。 如果情况比较严重,导致焊管的背面被烧穿,那么这时候就应当进行填补。之所以会出现这样的问题,主要的原因有:1、合缝过松,或者是液压系统压力过低;2、成型不佳,圆度偏差大;3、设定的预焊工艺参数不合理。一般来说,所选择的焊接电流和电压应当配以适合的焊接速度。 如果所设定的焊接速度不合理,就可能会出现这些问题。因此,在整个焊接过程中,都需要合理控制焊接速度。第二个问题就是焊管出现了气孔。总的来说,预焊焊缝有气孔就意味着其的焊接出现了缺陷。出现气孔主要包括三个原因,个就是所使用的保护气体质量不佳,比如其中含有水分,或者是压力流量不够等。 另外一个原因就是焊管的坡口上面存在有污迹,或者是生锈等引起的气孔,还可能是焊枪出现部分堵塞,从而使得保护气体形成的气罩不均,从而导致产生气孔。 一个问题就是焊管的成型质量较差。通常情况下,焊缝的成型质量是和线能量密切相关。所以,在焊接电流和电弧电压保持一致的情况下,焊接速度越大,那么越可能会造成焊缝成型差。


鹏鑫钢铁有限公司是一家集 河南新乡无缝钢管的研发、生产、销售和服务的综合性企业。公司专业生产 河南新乡无缝钢管等产品。 作为一个自创性生产企业的代表,我公司一直秉承提高单个产品附加值的理念,将“提供优质产品和满意服务,为客户创造高的价值”公司使命贯彻始终,坚持以“服务,创新,专精,务实!”的公司经营理念,




华尔网直缝焊管清洗方法 华尔网直缝焊管如果生锈会影响其正常使用,发现直缝焊管如有锈蚀,需及时清理。下面是一些清理直缝焊管的方法: 一:首先我们能够运用溶剂或者是乳剂来清洗直缝焊管的外表,这种方法关于直缝焊管外表所存在的油和油脂或者是尘土、等有机物是十分有效的。 二:其次关于直缝焊管外表生锈的状况我们能够用钢丝刷等东西对直缝焊管的外表进行打磨,从而达到除锈的目的。 三:还能够选用喷射的方法,运用这种方法不光能够彻底的铁锈、氧化物以及污物,而且直缝焊管在磨料凶狠的冲击下和磨擦力的作用之下,还能够到达所需求的平均粗拙度。


华尔网冷轧焊管主要用于换热器管、流体管、压力管道、建材结构用管、城市景观、等行业上,年消耗量在70万t左右。 工业用冷轧焊管需求比较高,而且生产工艺成熟,目前我国年用工业用冷轧焊管量大约15万t左右,一部分仍需要进口。 从国产冷轧焊管管产品上看,钢种以奥氏体钢为主; 产品品种有:无缝钢管包括冷拉管、冷轧管、热挤压管、离心铸造管、旋压管; 华尔网焊接钢管包括:等离子焊、氩弧焊、埋弧焊、光速焊接和高频焊接等焊管,所能生产的冷轧焊管管基本上覆盖了世界各国标准的品种规格,冷轧焊管异型管的规格、品种也达百种以上,产品用途涉及工业、民用的众多领域



