
【全新视界!】合金钢管Q355B无缝钢管免费安装产品视频,带你领略产品新风尚!
以下是:合金钢管Q355B无缝钢管免费安装的图文介绍


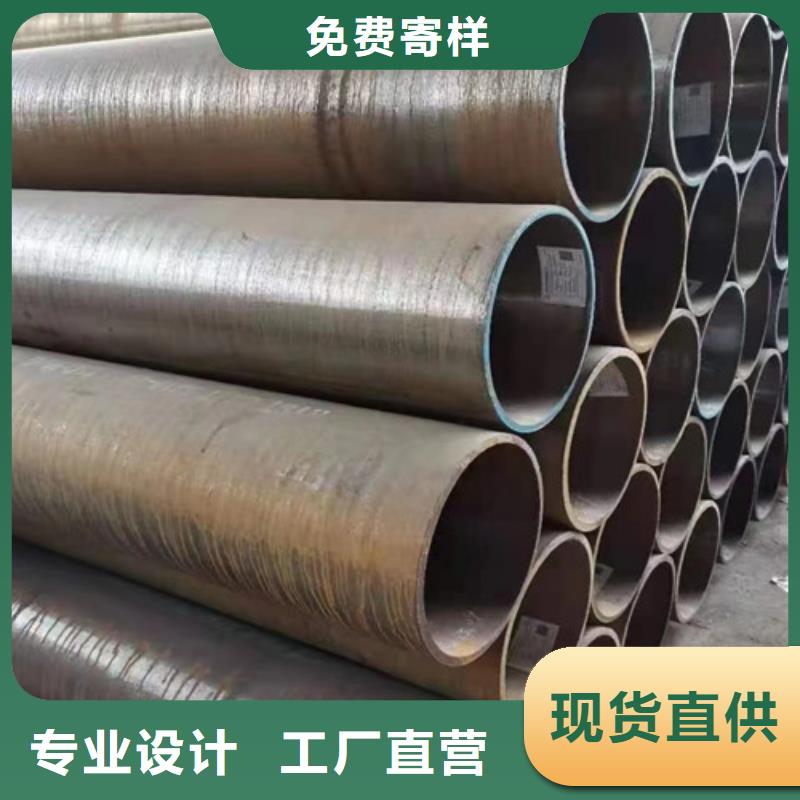
合金钢管的精密度怎样控制?无缝钢管的控制是钢管生产的难点,改善无缝钢管精度的措施主要包含以下几个方面:1、管坯加热加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢,升降温度不超过30℃。2、定心辊确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。3、轧制中心线确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。4、轧制工具对于磨损的顶头、导板、轧辊等轧制工具要及时更换。5、轧制工具安装辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。6、穿孔顶杆穿孔顶杆一般选择外径为Φ108mm-Φ114mm,无缝钢管要求≥25mm且无缝钢管均匀的厚壁管。7、轧机芯棒芯棒要选用无缝钢管较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。无缝钢管均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高钢管的无缝钢管精度。8、芯棒的精度芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。



路易瑞国际贸易(西藏分公司)研制的 306L工角槽,获得了广大客户的认同及赞 誉。 306L工角槽产品的研发创新是企业发展的核心动力,专业研发人员对产品的设计以为已任。
本公司的宗旨是:以诚信、求实、创新的精神,以科技为先导,靠质量兴企业,坚持以人为本,客户为中心,追求质量,服务真诚的企业理念。
路易瑞国际贸易(西藏分公司)真诚欢迎国内外朋友来我公司共同合作和发展,将公司更好、更新、更高的 306L工角槽产品提供给您,给您的企业插上翅膀,让客户满意。



适用于炼油厂的炉管热交换管及管道用的合金钢管,管造用管按一般无缝钢管GB8162一87规定的规格选用,石油3低压锅炉用无缝钢管1)各种钢炉铜管应按GB3087-82标准执行,其规格应符合表7一9的规定2)外径和壁厚的允许偏差应符合表了一10的规定3)各种结构锅炉钢管用20号钢制造,其化学成份应符合GB9-65,《忧质碳素结构钢钢号和一般技术条件》的规定三、不钢无钢管不锈钢无缝钢管有热轧,热挤压和冷披3种,根据GB2270-80规定进行制造,管长度(1)通常长度热轧钢管15~10米:热挤压钢管等于域大于1m冷拔钢管壁厚0,5~1者1-7m;壁厚大于1mm者1,5~8m,(2)经双方协议并在合同中注明,可供应定尺和倍尺长度的钢管,定尺与倍尺钢管长度应在通常长度范围之内,全长允许偏差为+15毫米3)钢管尺寸的允许偏差应符合表7-13的规定4)铜管的弯曲度不得超过如下规定热轧、热挤压钢管螺厚:≤10毫米,15毫米/米>10~20毫米,2,5毫米/米>20~30毫米,3毫米/米冷拔钢管,1,5毫米/米5)技术条件。



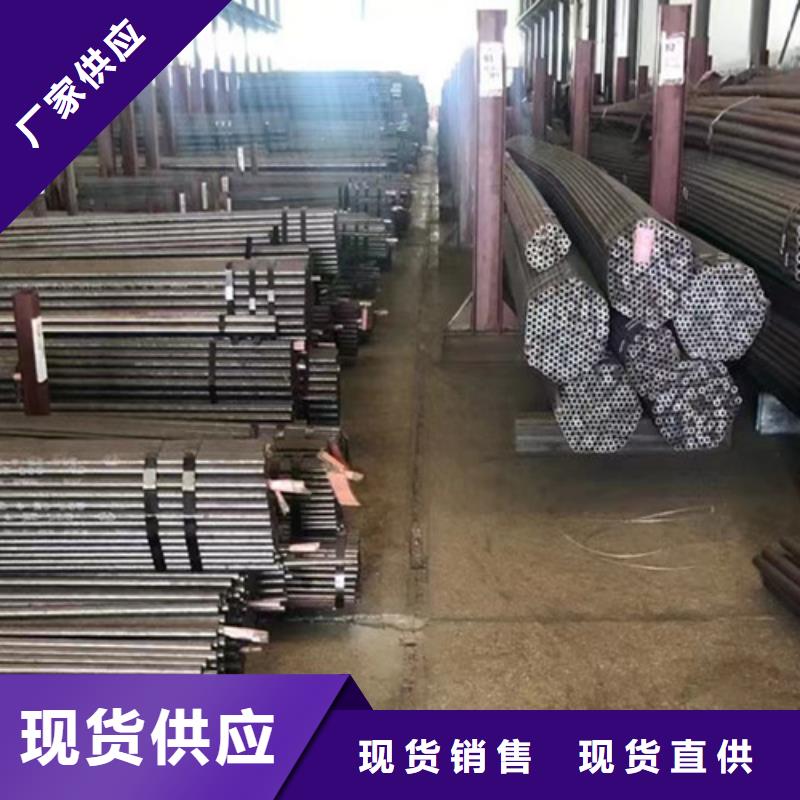
合金钢管产过程,下面由天津路易瑞来给大家介绍下。合金无缝钢管是一种经济型钢,在国民经济中占有十分重要的地位。广泛应用于石油、化工、锅炉、电站、船舶、机械制造、汽车、航空、航天、能源、地质、建筑、军工等部门。无缝钢管根据生产方法的不同,无缝钢管可分为热轧管、冷轧管、冷拔管、挤压管等。1、热轧无缝钢管一般在自动轧管机上生产。检查并表面缺陷后,将实心管坯切割成所需长度,以管坯穿孔端端面为中心,然后送入加热炉加热,在穿孔机上穿孔。在穿孔过程中,它不断旋转和前进。在轧辊和堵头的作用下,管坯内部逐渐形成一个空腔,称为粗管。然后送至自动轧管机继续轧制。,壁厚由整机调整,直径由浆纱机确定,以满足规范要求。采用连续轧管机生产热轧无缝钢管是一种先进的生产方法。2、应采用冷轧、冷拔或两种方法的组合。冷轧通常在两辊轧机上进行。钢管在由变截面圆槽和固定锥形塞组成的环形孔型中轧制。冷拔通常在0.5~100t的单链或双链冷拔机上进行。3、挤压法是将加热后的管坯置于封闭的挤压筒内,穿孔杆与挤压杆一起移动,从较小的模孔中挤压出挤压件。这种方法可以生产直径较小的钢管。那么,无缝钢管生产工艺有哪些?1、热轧无缝钢管主要生产工艺:管坯制备与检验→ 管坯加热→ 穿孔→ 轧管→ 原管再热→ 定径(减径)→ 热处理→ 成品管的矫直→ 完成→ 检验(无损、物理和化学、台架试验)→ 仓储2、 冷轧无缝钢管主要生产工艺:空白制备→ 酸洗和润滑→ 冷轧(拉伸)→ 热处理→ 矫直→ 完成→ 视察



