



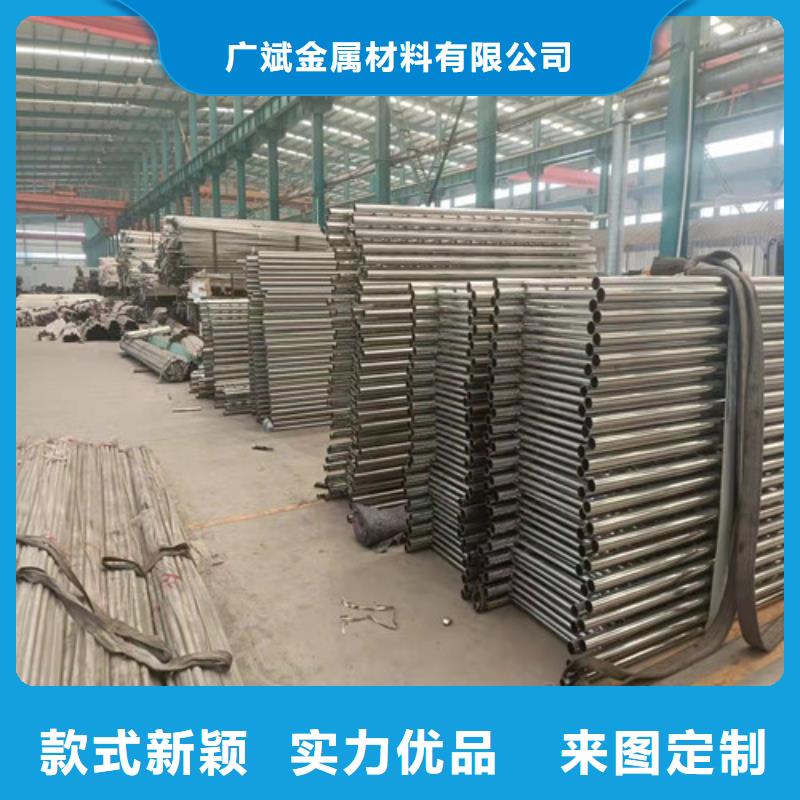

我们的护栏,铝合金桥梁护栏产品实拍视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:护栏,铝合金桥梁护栏产品实拍的图文介绍


花式桥梁护栏的质量控制
城市道路建设是离不开建设各类护栏的,其中花式桥梁护栏就是一种很好的护栏种类,花式桥梁护栏具有丰富的造型,美丽的外观。一方面可以起到阻挡效果,另一方面也能够对城市环境起到装饰作用。对此现在很多地方都开始注重安装花式桥梁护栏。厂家在制造花式桥梁护栏的时候,也是非常需要注重其工艺质量的,这样才能尽可能保证花式桥梁护栏的实用价值和美观欣赏价值。比如我们厂家对于花式桥梁护栏就要做到以下的质量控制要求。
(1)即使是使用相同的模板来加工新的花式桥梁护栏,也需要在加工之前对模板进行深层次的清洗,保证模板的内部是足够干净的,同时还需要在模板当中均匀涂抹上脱模剂,保证材料在脱模的时候可以顺畅。
(2)花式桥梁护栏钢筋位置需要满足设计图纸的设计要求,尤其是在进行位置匹配的时候需要当心,保证位置偏差误差在一个可允许的范围内,否则在后续进行花式桥梁护栏的使用的时候就会出现的结构性的问题。
(3)安装模板时候要注意对此侧面和顶面进行细致的检查工作,保证其侧面和顶面是处于一个顺直的状态的。
(4)花式桥梁护栏上面的蜂窝麻面积的是不能够相应位置短棉面积的0.5%的,其深度也不可以超过10mm。
(5)花式桥梁护栏制造时采用线性直线段顺直策略,在一些曲线段是需要保证其弧线圆顺,不可以出现有折线和死角。
(6)花式桥梁护栏的连接处要保证足够的焊接牢固度,不可以在接缝处出现有裂纹或者是焊接不到位的问题。同时花式桥梁护栏的表面要光滑洁净,平整均匀。
城市道路建设是离不开建设各类护栏的,其中花式桥梁护栏就是一种很好的护栏种类,花式桥梁护栏具有丰富的造型,美丽的外观。一方面可以起到阻挡效果,另一方面也能够对城市环境起到装饰作用。对此现在很多地方都开始注重安装花式桥梁护栏。厂家在制造花式桥梁护栏的时候,也是非常需要注重其工艺质量的,这样才能尽可能保证花式桥梁护栏的实用价值和美观欣赏价值。比如我们厂家对于花式桥梁护栏就要做到以下的质量控制要求。
(1)即使是使用相同的模板来加工新的花式桥梁护栏,也需要在加工之前对模板进行深层次的清洗,保证模板的内部是足够干净的,同时还需要在模板当中均匀涂抹上脱模剂,保证材料在脱模的时候可以顺畅。
(2)花式桥梁护栏钢筋位置需要满足设计图纸的设计要求,尤其是在进行位置匹配的时候需要当心,保证位置偏差误差在一个可允许的范围内,否则在后续进行花式桥梁护栏的使用的时候就会出现的结构性的问题。
(3)安装模板时候要注意对此侧面和顶面进行细致的检查工作,保证其侧面和顶面是处于一个顺直的状态的。
(4)花式桥梁护栏上面的蜂窝麻面积的是不能够相应位置短棉面积的0.5%的,其深度也不可以超过10mm。
(5)花式桥梁护栏制造时采用线性直线段顺直策略,在一些曲线段是需要保证其弧线圆顺,不可以出现有折线和死角。
(6)花式桥梁护栏的连接处要保证足够的焊接牢固度,不可以在接缝处出现有裂纹或者是焊接不到位的问题。同时花式桥梁护栏的表面要光滑洁净,平整均匀。



广斌金属材料(袁州区分公司)位于开发区凤凰工业园,交通便利,位置优越。主要生产 【中央分隔栏】。自2公司成立以来,经过十几年的、快速发展,已成为行业颇具规模的 【中央分隔栏】生产企业。公司坚持以率高质量不断研发新产品,以科技先进的管理理念对企业进行整体规划。 成功来自品质,原于专业!我公司兼程“商者无域,相融共进”的原则“踏踏实实做人,实实在在做事”的经营理念,愿与各界人士携手共创美好明天 !



不锈钢复合管护栏焊接进程
如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。
如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。



与加热工件直接的物体,必需经过充分烘干才干运用。但是,烘干后如在常温下放置,在湿度高的情况下,水分仍会凝聚在工件表面上。所以,好是在运用前烘干。前有残存的氧化皮,加热后有氧化皮残存的部位和没有氧化皮的部位,会呈现氧化皮的厚度和成分上的差异,惹起酸洗后表面不均匀,所以不只需留意终的热处置,而且也要充分留意中间热处置和酸洗。 都没有采用增强不锈钢复合管,只在建筑室内采用,能。当然有效果。都没有采用增强不锈钢复合管,那么自来水无论保送到哪个位置都有被的可能。采用增强不锈钢复合管后,就不用担忧是不是会被了。内流通速度快,不易滋生,而建筑管道后,有80%的时间是静止的,容易滋生微生物。 无损加压复合技术使它的防护层与其内置管道无缝衔接,即使在强大的外力作用下维护层也不容易零落。维护层不零落内置铁质或钢质材料没法与外界空气和水分当然就不会生锈了。由于复合管的内置层之间是连续的以保证其程度,所以在加工切割时会构成复合管的管漏内置的铁质或钢质材料,这种情况下内置层会因长时间水分和空气受腐蚀而生锈。 可以用不锈钢复合管清洁粉,不锈钢清洁粉大的功用是不锈钢清洁粉剂选用上等特殊剂,能够快速不锈钢复合管表面污垢。特别适用于不锈钢制品的外墙装饰板及装饰条,不锈钢反响罐,油烟机的不锈钢复合管表面等表面氧化层、锈蚀等顽固性污垢、油渍彻底,使不锈钢复合管恢复光亮如新。 不锈钢,以其的耐腐、耐磨、耐热和其闪亮、豪华的表面,而普遍应用于国民经济的各范畴。不锈钢(碳素复合管)需求很大程度上依赖进口,价钱比较昂贵,不锈钢的进步及应用在一定程度上受带了限制。近期不锈钢碳素钢复合管钢坯出口呈现明显反。

