



无需繁琐的文字描述,观看我们的视频,让绕筋机钢筋滚丝机拥有核心技术优势产品一览无余!
以下是:绕筋机钢筋滚丝机拥有核心技术优势的图文介绍

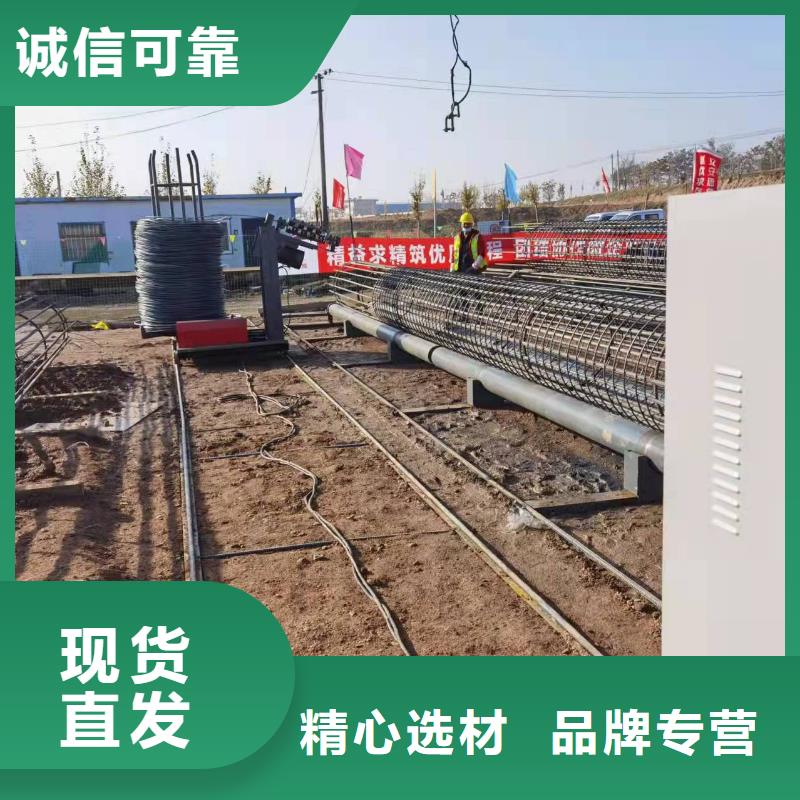
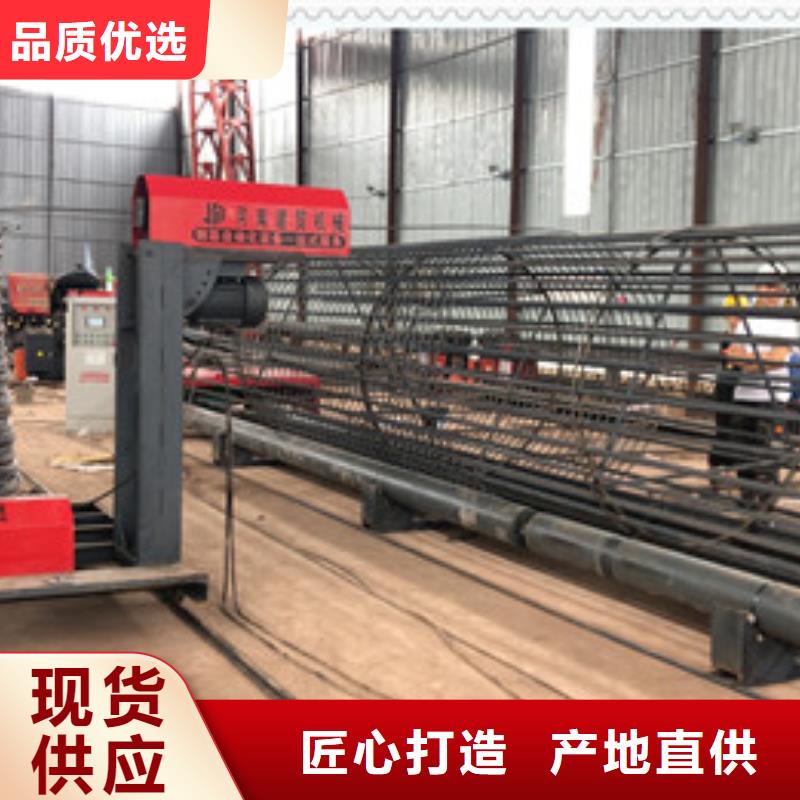
锯切进给采用压力控制,通过调速阀调节,实现无极调速锯切线速度钢筋锯床采用变频器控制,调节控制方便 锯带液压手动张紧 主传动采用大功率减速机,动力强,可靠性高,长时间工作运转采用PLC钢筋锯床可编控制器,工作性能好采用液压驱动滑台式送料,送料方便,快速升降导向采厂商真的很好用用进口线性导轨,运行精度高 可配置自钢筋锯床动排屑装置,实现锯屑自动收集 龙门结构钢筋锯床,刚性好.钢筋笼绕筋机的出现,解决了钢筋笼滚焊机内加强筋与内支撑不便于安装的问题,结束了钢筋笼一贯手工的历史,为我国桥梁桩基制造大大了效率,可根据客户情况定制设备,可加工30米以上,直径两米以上钢筋笼,广泛应用于高铁、高速等项目建设,建贸钢筋笼绕筋机加工出的钢筋笼精度高,误差小,两个相邻之间绕筋误差在3mm以内,用米尺直接拉3米长度,总共误差在2CM以内。绕筋机特点:钢筋笼绕筋机自动化程度高。采用计算机控制、屏进行操作,速度、行走速度均为无级可调,加配自动焊接手,可实现自动焊接。2.焊接速度快。采用自动焊接手,1-2秒即可焊接一个焊点。相对人工,加工效率3至4倍。3.。焊点可靠,主筋分布精度高,一致性好,箍筋间距均匀,为钢筋笼后续的快速对接提供了基础。4.劳动强度低。只需2-3人即可完成设备整体操作,在生产大直径钢筋笼时优势尤为显著。5.操作简单。工人通过简单培训即可上岗。6.适应能力强。适用于主筋直径12mm-50mm钢筋笼的焊接,在焊接中箍盘间距可自动。7.根据需要,可定制有“双主筋””或“对焊”主筋的钢筋笼设备。钢筋笼绕筋机数控通电后的检查:(1)先要检查数控装置中各个风扇是否正常运转,否则会影响到数控装置的散热问题。(2)确认各个印刷线路或模块上的直流电源是否正常,是否在允许的波动范围之内。(3)CNC装置的各种参数。包括参数、卷板机PLCC参数、伺服装置的数字设定等,这些参数应符合随机所带的说明书要求。(4)当数控装置与机床联机通电时,应在接通电源的同时,作好紧急停止按钮的,以备出现紧急情况时随时切断电源。(5)在手动状态下,低速进给各个轴,并且注意观察机床方向和坐标值显示是否正确。


锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。锯床锯条打齿的原因及以及解决方法:1、锯条齿型选择不当,主要表现为锯条齿距选择过大或齿锯过密,建议根据切割材质的直径或形状来选择适合的齿型。 2、选择的锯条质量太次,主要表现在锯条背材与齿部齿尖的质量,不具有抗磨损性。建议选择质量好的进口锯条。 3、资料是否进行有效固定,主要表现为切割过程中资料松动导致,建议检查液压虎钳装置是否完好,对于成束切割的要保证装置上压紧,同时对锯条进行有效张紧。 4、切割进给过大,主要表现在为了调高切割效率,而下降速度过快。建议减少进给量或选择更效率的锯床,进给过大,而锯条线速跟不上的话,容易导致此现象的呈现。 5、锯床排屑钢丝刷停止工作或过度磨损,主要表现在加工过程中不能有效扫除锯条齿部间锯屑,而带入下次切割循环中,导致切削残留,造成锯床锯条打齿。建议定时更换锯床钢丝刷。6、切削液使用浓度过低,不能很好的降低齿尖局部热量,没有起到维护锯条的作用。锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。河南建贸机械锯床锯切不锈钢切削率达45cm2/min。大大提高生产效率,改善了锯切加工的经济性。锯切范围扩大化已是趋势,如目前我国大的带锯床G4240型锯床可切割直径为直径40cm以下整捆钢筋、管料和空心料。绕筋机



建贸机械设备有限公司(黄南分公司)拥有一支技术过硬,作风优良的生产销售【钢筋笼盘丝机】团队! 公司的发展战略目标:实事求是、脚踏实地、开拓创新、诚信服务于国内外客户、发展具有特色的【钢筋笼盘丝机】行业共赢之路! 为了更好地迎接未来的机遇与挑战,公司诚邀有志之士加盟,在公司发展壮大的过程中,体现人生价值,实现个人梦想。



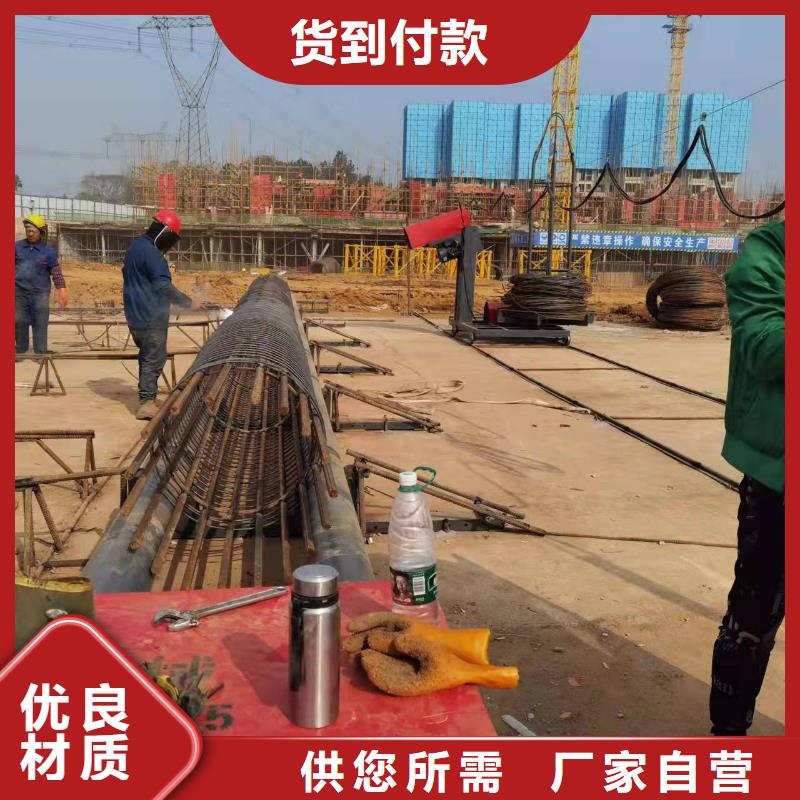
钢筋笼绕筋机精细工艺本公司钢筋笼绕筋机原理特点1.PLC变频控制2.绕筋间距.速度无极可调,3.本机参数有自动存储功能4.可远距离遥控使用,远达50米内控制方便5.滚筒采用厚壁无缝钢管结实耐用耐磨6.调直机底座可升降广泛用于桥面,房建、房护桩防护,地铁缠桩基、高铁桩基、跨海大桥各大桩基绕筋施工用7.放线架采用304圆钢制作扎实耐用8.本公司产品系同行业中配置没有后顾之忧。钢筋笼绕筋机钢筋笼绕筋机精细工艺2、丝头螺纹直径大小一致,这种连接方钢筋自动绕筋机过钢筋端头特制的锥形螺纹和连接件锥螺纹咬合形成的接头.镦粗直螺纹接头:通过钢筋端头墩粗后制作的直螺纹和连接件螺纹咬合形成的接头.滚轧直螺纹接头:通过钢筋端头直接滚轧或剥肋后滚轧制作的直螺纹和连接件螺纹钢筋自动绕筋机短路查清后再合闸,寒冷地区冬天焊接冷却快易发脆,1、钢筋的接头应尽量避开弯矩较大的部位。



